Flowserve Mark 3 Durco Manual del usuario
Página 24
MARK 3 INSTRUCCIONES PARA EL USARIO ESPANOL 71569106 08-06
Página 24 de 72
flowserve.com
En consecuencia la alineación de la fabrica será
realizada con la base colocada en condición libre de
sujeciones sobre una superficie plana y con nivel.
Este estándar también enfatiza la necesidad de
asegurar que el espacio del eje es adecuado para
aceptar el separador de acoplamiento especificado.
El procedimiento de alineación de fabrica es
resumido a continuación:
a) La placa de base es colocada sobre un nivel y un
banco de trabajo plano en una posición libre y sin
forzarla.
b) La placa de base es nivelada como sea
necesario. El nivelado es realizado colocando
cuñas debajo de los rieles de la base en la
ubicación apropiada de el hueco del tornillo de
anclaje. Verifique la alineación en ambas
direcciones laterales longitudinales.
c) El motor y el montaje apropiado del motor esta
ubicado en la placa de la base y el motor es
revisado por cualquier condición de pata coja
planar. Si alguna esta presente es eliminada
con acuñamiento.
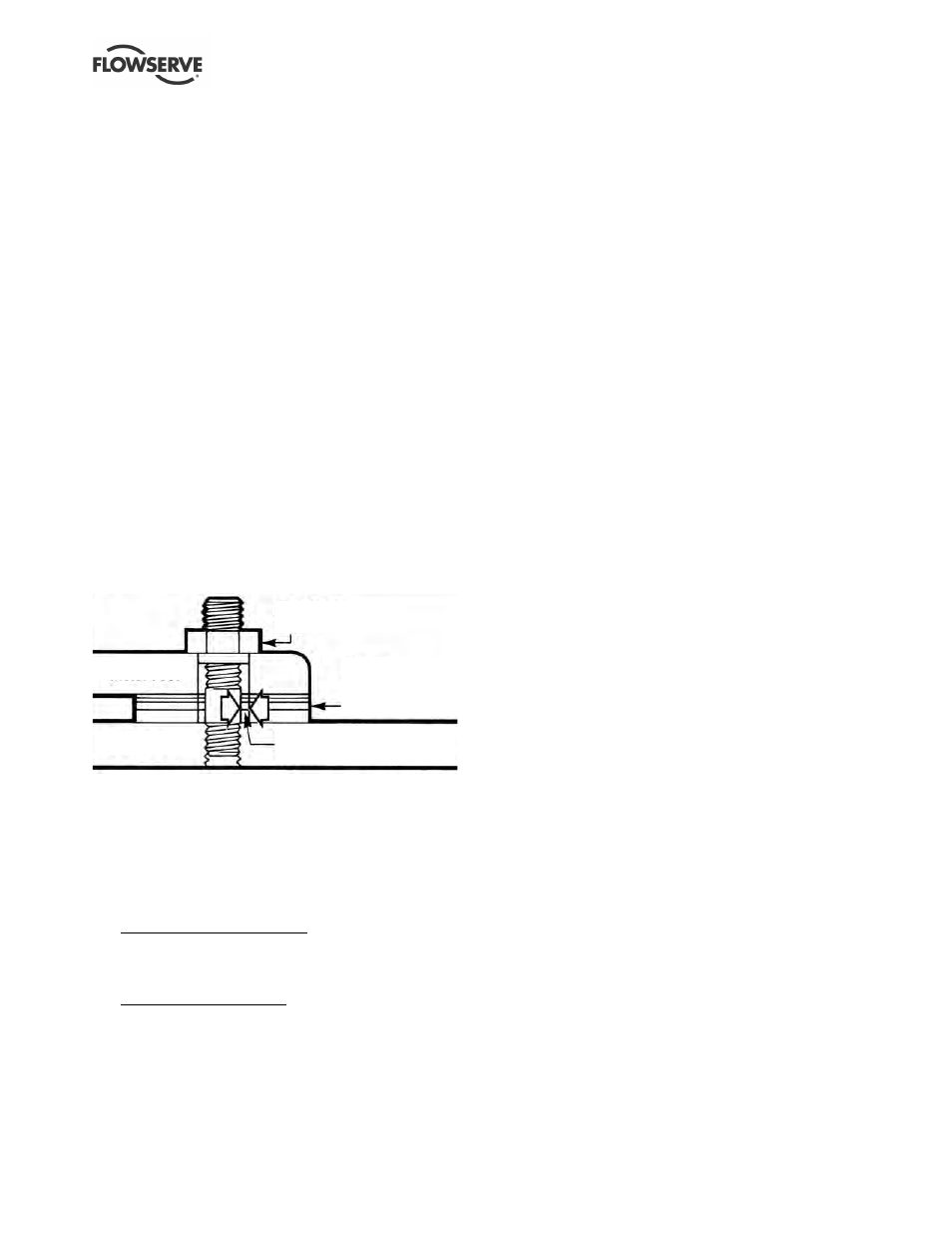
d) Los huecos del pie del motor están centrados
sobre los sujetadores de montaje. Esto es
realizado utilizando una tuerca de centrado
como se muestra en la figura 4-6.
Tuerca de centrado
Cuñas (para
alineación vertical)
Espacio de ajuste para
alineación horizontal
Pie de motor
Placa de base
Figura 4-6
e) El motor es sujetado en el lugar apretando las
tuercas en dos barras diagonales de montaje del
motor.
f) La bomba esta colocada en la placa de base y
nivelada. La pieza del pie debajo del alojamiento de
cojinete es ajustable. Es utilizada para nivelar la
bomba, si es necesario.
Diseño Mark 3A y ANSI 3A
Si un ajuste es necesario, añadir o remover
cuñas [3126.1] entre la pieza del pie y el
alojamiento de cojinete.
Diseño Mark 3 (antiguo)
Si un ajuste es necesario, la tuerca de ajuste [6576]
es utilizada para mover la pieza del pie hacia arriba
o abajo.
g) El espacio de acoplamiento del espaciador es
verificado.
h) La alineación vertical paralela y angular es
realizada acuñando debajo del motor.
i)
Los huecos del pie de motor son centrados de
nuevo en las barras de montaje del motor
utilizando la tuerca de centrado. En este punto la
tuerca de centrado es eliminada y reemplazada
por una tuerca estándar. Esto brinda una mayor
potencia de movilidad para el motor para ser
horizontalmente movido durante la alineación de
campo final. Todos los cuatro pies del motor son
apretados.
j)
Los ejes de la bomba y motor son luego
alineados horizontalmente, de manera paralela y
angular, moviendo la bomba al motor adjunto.
Los pies de la bomba son apretados.
k) La alineación horizontal y vertical es verificada de
nuevo así como el espacio de acoplamiento del
espaciador.
Ver sección 4.8,
Alineación final del eje.
4.5.2 Procedimiento inicial de alineación En
Línea
El proceso de alineación de fabrica asegura que la
unidad puede ser alineada en el campo. La
alinearon inicial no es mas de 0.38 mm (0.015 in.)
paralelo, y 0.0025 mm/mm (0.0025 in./in.) de error de
alineación angular.
La Mark 3 En Línea incorpora capacidades de
alineación de motor. La alineación paralela es lograda
moviendo el adaptador de motor como un ensamble
relativo al Terminal de poder. Cuatro tornillos de
ajuste (como se muestra en las figuras 4-7 y 4-8)
permiten cambios precisos en la alineación paralela.
La alineación angular es controlada por tolerancias de
maquina, pero no pueden prevenir compresión de
junta de tapa variable.
a) Revise la alineación angular. Puede aplicarse
torsión adicional a los pernos del cuerpo para
corregir la angularidad.
b) Revise la alineación paralela con un plano definido
por los ajustadores en las esquinas opuestas del
adaptador de motor. Para hacer correcciones, las
tuercas del adaptador de motor [6580.3] deben ser
suavemente aflojadas para permitir mover el
adaptador de motor. Todos los ajustadores a
excepción del que esta en la dirección deseada del
movimiento del motor debe ser aflojado durante el
ajuste. Aflojar el ajustador suavemente contra la
barra hasta los números de la alineación deseada.
c) Revise la alineación paralela en un plano de 90
grados desde el primero. Las correcciones son
hechas como se describe en el paso anterior.