I – 5 figur a s de mecanizado – HEIDENHAIN PT 880 Manual del usuario
Página 51
POSITIP 880
51
I – 5 Figur
a
s de mecanizado
Programación del fresado de una cajera rectangular
El POSITIP 880 facilita el desbaste de cajeras rectangulares: Sólo se
introducen las medidas de la cajera rectangular, y él calcula los
recorridos a desbastar.
Llamada al ciclo
En las figuras de la derecha se representa el proceso del ciclo.
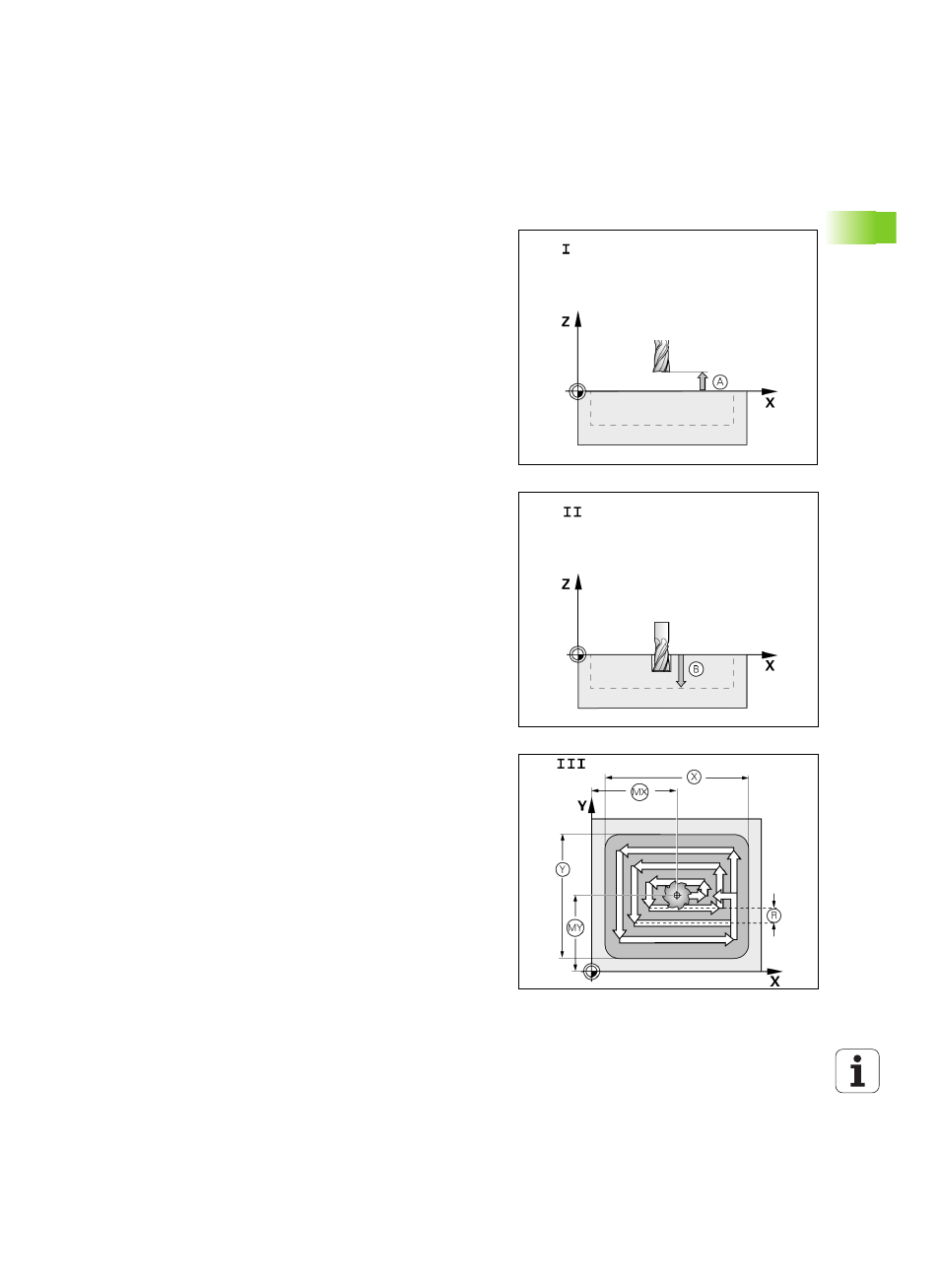
Paso 1:
El POSITIP 880 predetermina de forma previa el recorrido restante
para el posicionamiento de la herramienta sobre la posición inicial A:
primeramente en el eje de la herramienta, a continuación en el plano
de mecanizado hacia el centro de la cajera.
Paso 2:
Desbaste de la cajera sobre la trayectoria representada en la figura
(véase el paso 2: Fresado en marcha sincronizada). En el plano de
mecanizado, la aproximación no es mayor que el radio de la
herramienta activa. En el último corte alrededor de la cajera se
representa la sobremedida de acabado. Ud. selecciona una
aproximación adecuada en el eje de la herramienta.
Paso 3:
Este proceso se repite hasta alcanzar la profundidad B programada.
Datos en el ciclo CAJERA RECTANGULAR
Posición incial
(introducir de forma absoluta, referida al punto cero)
Profundidad final
(introducir de forma absoluta, referida al punto cero)
Centro de la cajera X
Centro de la cajera en el eje principal del plano de mecanizado
Centro de la cajera Y
Centro de la cajera en el eje auxiliar del plano de mecanizado
Longitud del lado X
Longitud de la cajera en dirección del eje principal
Longitud del lado Y
Longitud de la cajera en dirección del eje auxiliar
Dirección
(Sentido horario o antihorario)
Sobremedida de acabado
Sobremedida del acabado en el plano de mecanizado
Paso 1 con cajera rectangular
Paso 2 con cajera rectangular
Paso 3 con cajera rectangular