Hypertherm THC ArcGlide Manual del usuario
Página 85
ArcGlide THC
Manual de instrucciones
2-51
INSTALACIÓN
E/S discreta del CNC
Todas las señales discretas obligatorias de interfaz entre el módulo de control y el CNC están marcadas con asteriscos (*)
en la tabla siguiente. Todas las demás señales son opcionales en numerosas operaciones, rendimiento mejorado
o reducción de la duración de los ciclos de la antorcha. Las entradas tienen dos modos diferentes que se seleccionan
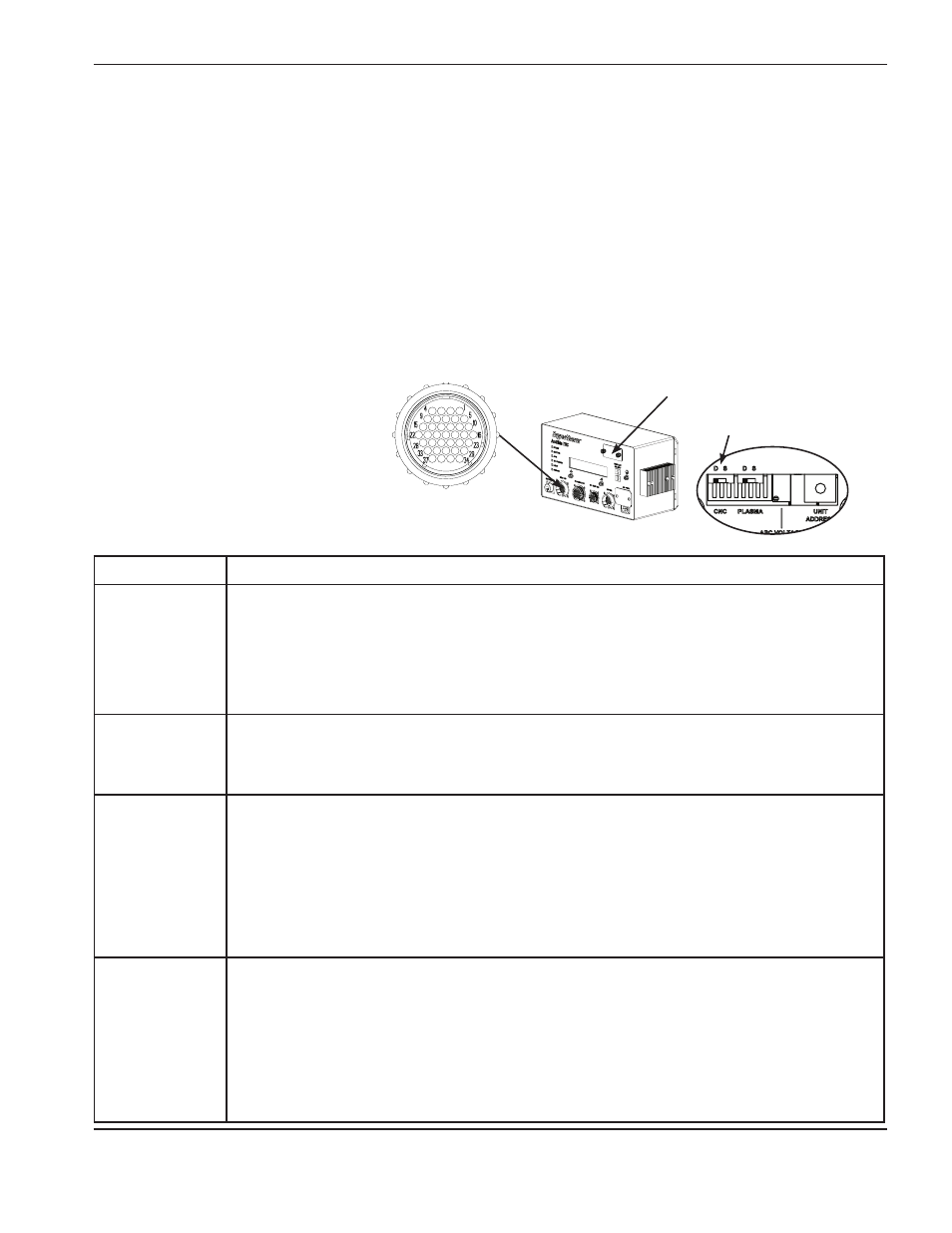
usando los interruptores detrás de la puerta de calibración y ajuste. Las entradas pueden configurarse con contactos
secos (sin voltaje externo) o con entradas positivas de fuente convertidora de voltaje (VSC).
Si la interfaz del controlador THC se configura con contactos secos, la operación de los indicadores luminosos de
la interfaz discreta de plasma se invierte y los indicadores se ponen OFF (apagados) cuando la entrada está activa.
Con entradas compensadas (VSC), los indicadores luminosos se ponen ON (encendidos) cuando la entrada está activa.
Nota: Si se usa la interfaz Hypernet al CNC, a este conector solamente deberá conectarse la señal de entrada
del bloqueo de seguridad. Si se usan señales discretas, a este conector deberán conectarse las señales
discretas obligatorias.
E/S de CNC
Descripción
Control de corte*
Esta es una señal obligatoria. Es una salida del CNC y una entrada al ArcGlide. El CNC debe
activar esta señal para iniciar un corte por plasma. Esta señal da inicio al proceso completo de
sensado de altura inicial (IHS), arranque y movimiento del plasma, así como al control automático
por voltaje (AVC) seguido de una retracción al final del corte al quitarse la señal. La señal debe
mantenerse durante el corte por plasma.
Entrada de baja
ganancia
Esta entrada reduce automáticamente la ganancia de control automático por voltaje (AVC)
para el marcado. Esto mejora la estabilidad del control de altura durante el marcado.
Inhabilitación
de altura
de antorcha*
Esta es una señal de entrada opcional al ArcGlide. Cuando está activa, esta señal inhabilitará
temporalmente el control automático de altura y forzará a la antorcha a mantener su posición
a una altura determinada. Se usa principalmente para inhabilitar el control de altura en esquinas
o siempre que la velocidad de la máquina no esté a la velocidad de corte óptima. Esta señal
mejora el rendimiento de corte al inhabilitar el control de altura cuando la máquina reduce la
velocidad en las esquinas. Mejora la calidad del corte en las esquinas y evita que la antorcha
se estrelle contra la pieza a cortar.
Ignición en espera
Esta es una entrada opcional al ArcGlide para permitir el arranque sincronizado de varias
antorchas. En caso de instalarse una sola antorcha, la señal es opcional, pero recomendada.
El CNC debe activar esta señal para retrasar la ignición de la antorcha de plasma hasta que
todas las antorchas activas en una configuración de varias antorchas terminen su secuencia
IHS y estén en su posición y listas para el encendido. En este punto, todas las antorchas activas
devolverán al CNC una señal activa de IHS terminado y el CNC anulará la entrada de todas las
señales de ignición en espera y dejará que todas las antorchas activas se enciendan a la vez.
Este conector tiene
un anillo amarillo.
Puerta de calibración y ajuste
Interruptor de contacto seco
o entrada compensada (VSC)