Problemas y soluciones, Problemas y soluciones -16 – Hypertherm THC ArcGlide Manual del usuario
Página 144
4-16
ArcGlide THC
Manual de instrucciones
ManteniMiento
2
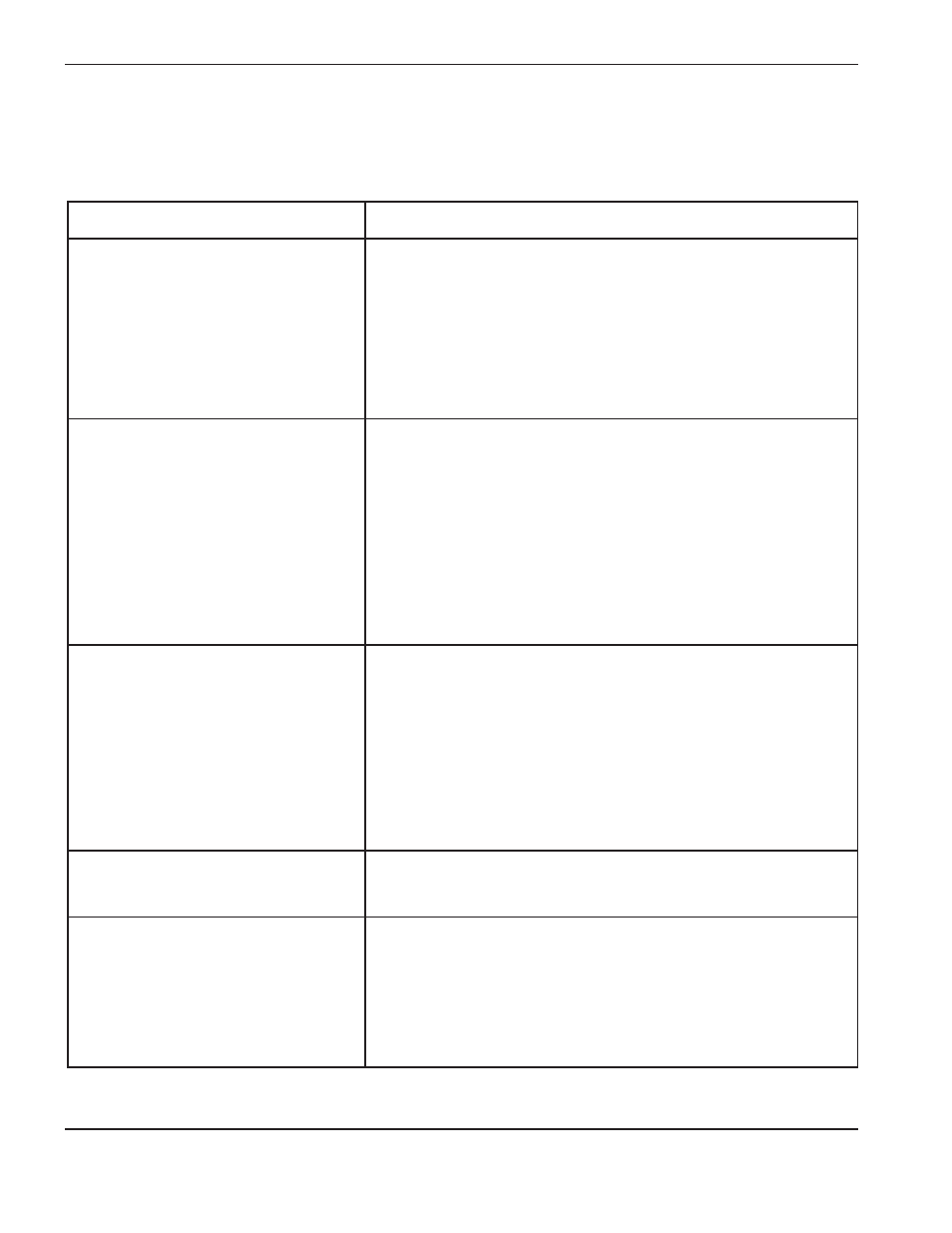
Problema
Solución
No se pudo establecer comunicación con
el CNC o el sistema de plasma.
1. Comprobar los cables Hypernet que salen del ArcGlide.
2. Verificar que el conmutador Ethernet esté ON (encendido).
3. Verificar que el panel de control del plasma no esté recibiendo
señales serie dobles. Si el CNC se comunica directamente con
el sistema de plasma a través de un cable serie (RS-422), verificar
que se está usando el cable correcto (123760) para conectar el
panel de control y la tarjeta de circuito impreso de la interfaz
ArcGlide con el plasma.
No hay respuesta al CYCLE-START-IN
(arranque del ciclo) en el THC.
1. Comprobar si entra energía al módulo de control.
2. Comprobar los fusibles de entrada de línea en el módulo de energía
del módulo de control.
3. Buscar que no haya una mala conexión de arranque del ciclo en la
pantalla entrada CNC de la ventana del controlador THC. Comprobar
las entradas de interfaz de máquina de la tarjeta de circuito impreso
del control THC.
4. Comprobar que esté OK el bloqueo de seguridad externo de la tarjeta
de circuito impreso del control.
5. Verificar que la estación correspondiente esté habilitada y que la luz
verde Enable (habilitar) del elevador se ilumine.
El arco se enciende antes de terminar
la IHS.
1. Comprobar que la señal de espera esté llegando al sistema
de plasma.
2. Si el sistema de plasma tiene una señal de espera, comprobar
que esté cableada correctamente.
3. Comprobar y ajustar el valor de fuerza de calado.
4. Comprobar que el refrigerante del sistema de plasma cumpla
las especificaciones del fabricante.
5. Buscar falsos contactos en el sensor de contacto óhmico.
6. Comprobar que esté habilitada la estación correspondiente
en el elevador, la HMI o el CNC.
La luz verde Enable (habilitar) del elevador
no se ilumina.
Consulte Instalación del elevador en la sección Instalación.
La antorcha no se aproxima a la pieza
a cortar con la velocidad IHS y la fuerza
de calado programadas.
1. Comprobar que el THC esté en modo automático. De no estarlo,
cambiarlo al modo automático.
2. Comprobar que la fuerza de calado no esté en un valor demasiado
bajo.
3. Comprobar que la velocidad IHS no sea demasiado alta.
4. Buscar obstrucciones de cables y mangueras que puedan detener
el movimiento.
Problemas y soluciones
La tabla siguiente lista los problemas y las soluciones para cada uno.