Arcglide thc manual de instrucciones 2-23 – Hypertherm THC ArcGlide Manual del usuario
Página 57
ArcGlide THC
Manual de instrucciones
2-23
A
17
18
INPUT 12
OUTPUT 10
OUTPUT 11
OUTPUT 12
5
7
1
26
25
INTERLOCK
12
32
31
30
MOTION
CYCLE START
AVC DISABLE
IHS SYNC
24V COMMON
COMMON
31
24V
PULL UP
24V
PULL UP
24V
PULL UP
CYCLE START
RELAY
RELAY
BREAKAWAY
BREAKAWAY
37
11
INPUT 11
22
21
COMMON
JUMPER
JUMPER
COMMON
29
30
TORCH
B
D S
D S
CNC PLASMA
INPUT
24V
+24V
+24V
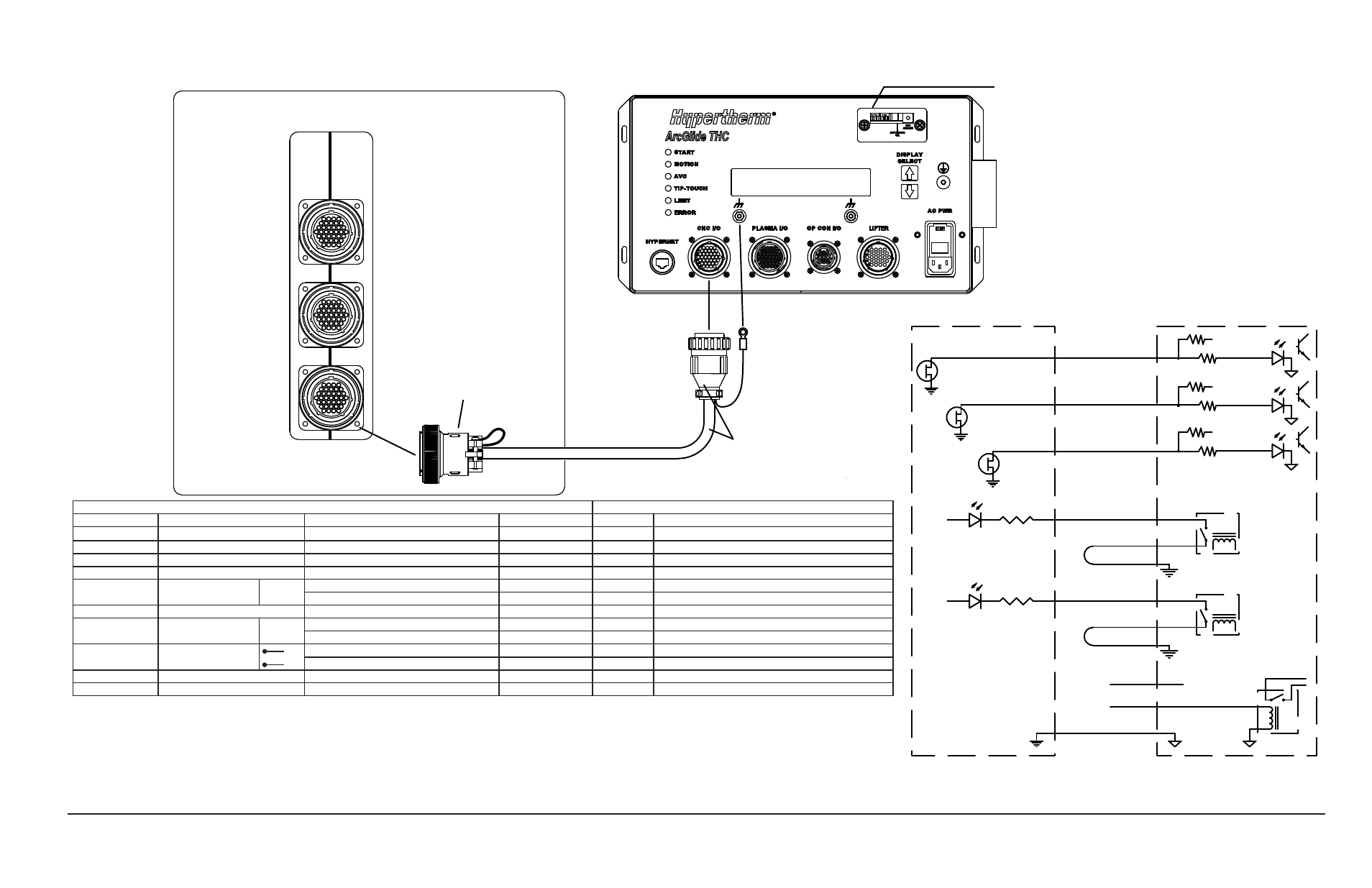
Interfaz CNC ArcGlide con conexión discreta al CNC Picopath
Módulo de control ArcGlide
Ajustar los contactos secos
moviendo el interruptor a D.
Cable de interfaz
CNC ArcGlide
CNC con interfaz Picopath
Juego de conectores
Picopath (228490)
Ejes 3, 4
Ejes 1, 2
E/S
Terminal A CNC Picopath
Terminal B módulo de control ArcGlide
Terminal (A) CNC Picopath, terminado durante la instalación
Terminal (B) ArcGlide, terminado por Hypertherm
Patilla
Función
Nombre de asignación de Phoenix Color del cable
Patilla
Señal
32
Salida 12
Control de corte
Rojo
1
Entrada+ de arranque de ciclo
31
Salida 11
Ignición en espera
Azul
7
Entrada+ de sincronización de IHS
30
Salida 10
Inhabilitar altura de la antorcha
Verde
5
Entrada+ inhabilitar AVC
12
Entrada 12
Sensado de corte 1
Verde
17
Salida A avance de máquina
Puentear
⊂
Rojo
18
Salida B avance de máquina
Azul
29
Común
11
Entrada 11
Colisión de antorcha
Amarillo
21
Salida A anti-colisión de antorcha
Puentear
⊂
Rojo
22
Salida B anti-colisión de antorcha
Verde
30
Común
Interruptor externo
Anaranjado
25
Entrada+ bloqueo de seguridad
Rojo
26
Entrada- bloqueo de seguridad
37
Común 24 V
Amarillo
31
Común
Carcasa trasera Tierra
Tierra
• Empezar con el cable de interfaz CNC ArcGlide suministrado por Hypertherm y finalizar con el terminal Picopath.
• Este ejemplo usa salidas CNC 10, 11, 12 y entradas 11 y 12. Mapear E/S en el software Phoenix en correspondencia.
• Los cables múltiples son del mismo color. Verificar las conexiones patilla a patilla antes de enchufar los cables al equipo.
• Un cableado incorrecto puede ocasionar daños permanentes a los circuitos Picopath o ArcGlide.
• Ponga las salidas del CNC ArcGlide en contacto seco con el interruptor deslizante del módulo de control.
• El bloqueo de seguridad ArcGlide debe estar cerrado para permitir el movimiento de ArcGlide.
2