38 mecanizado completo, Fundamentos del mecanizado completo – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 450
450
Programación DIN
4.38 Mecanizado complet
o
4.38 Mecanizado completo
Fundamentos del mecanizado completo
Como mecanizado completo se determina el mecanizado anterior y el
mecanizado posterior en un programa NC. El control numérico
contempla el mecanizado completo para todos los conceptos de
máquina usuales. Para ello se dispone de funciones como la entrega
de piezas sincronizada angularmente con cabezal girando,
desplazamiento a un tope fijo, tronzado controlado y transformación
de coordenadas. De esta forma se garantiza un mecanizado completo
en un tiempo óptimo, así como una programación sencilla.
En un programa NC se describe el contorno de torneado, los
contornos para el eje C, así como el mecanizado completo. Hay
programas expertos disponibles para el reajuste de la pieza que
respetan la configuración del torno.
Las ventajas del "mecanizado completo" se pueden obtener también
en tornos con únicamente un cabezal principal.
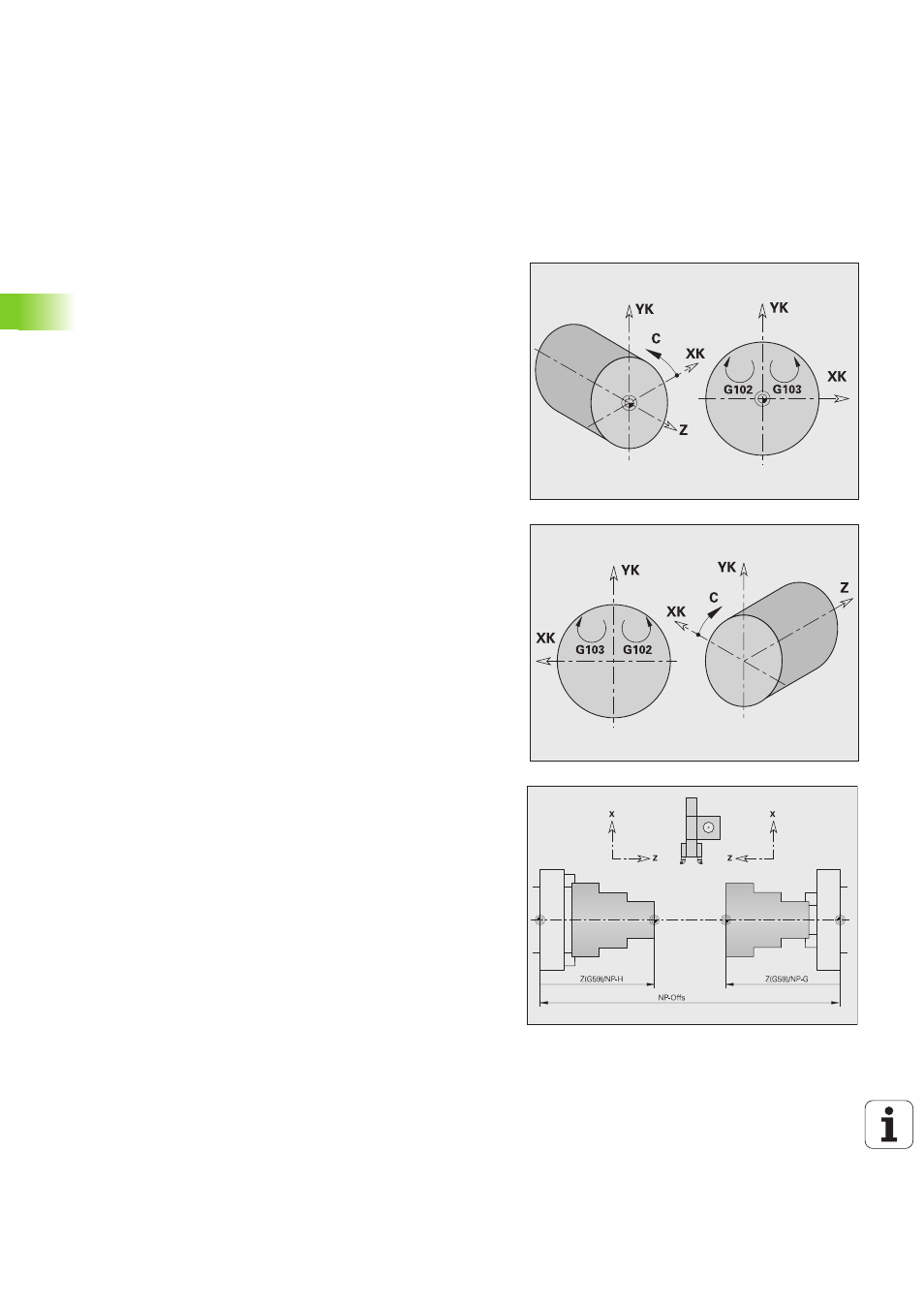
Contornos posteriores en el eje C: el eje XK, así como el eje C, se
orientan "en relación a la pieza", no al cabezal. De aquí obtenemos para
la parte posterior:
Orientación del eje XK: "hacia la izquierda" (parte frontal: "hacia la
derecha")
Orientación del eje C: "en el sentido horario"
Sentido del giro en círculos G102: en "sentido antihorario"
Sentido del giro en círculos G103: en "sentido horario"
Torneado: El control numérico contempla el mecanizado completo
con funciones de conversión y espejo. De este modo se pueden
mantener las direcciones de movimiento habituales, incluso en el
mecanizado de la parte posterior:
los movimientos en sentido + parten de la pieza
Los movimientos en dirección - se acercan a la pieza
El fabricante de la máquina puede proporcionar al torno programas
expertos adaptados para la transferencia de la pieza.
Puntos de referencia y sistema de coordenadas: La posición de los
puntos cero de la máquina y de la pieza, así como los sistemas de
coordenadas para el husillo principal y contrahusillo, se representan en
la figura de abajo. Al configurar el torno se recomienda reflejar
solamente el eje Z. Con esto se consigue que sea válido el principio
"movimientos en dirección positiva se alejan de la pieza", incluso en
mecanizados en el contrahusillo.
Por norma general, el programa experto contiene el espejo del eje Z y
el desplazamiento del punto cero en "NP-Offs".
(Trans_Z1)