Roscado con macho g36 - trayectoria individual, 22 ciclos de taladr ado – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 332
332
Programación DIN
4.22 Ciclos de taladr
ado
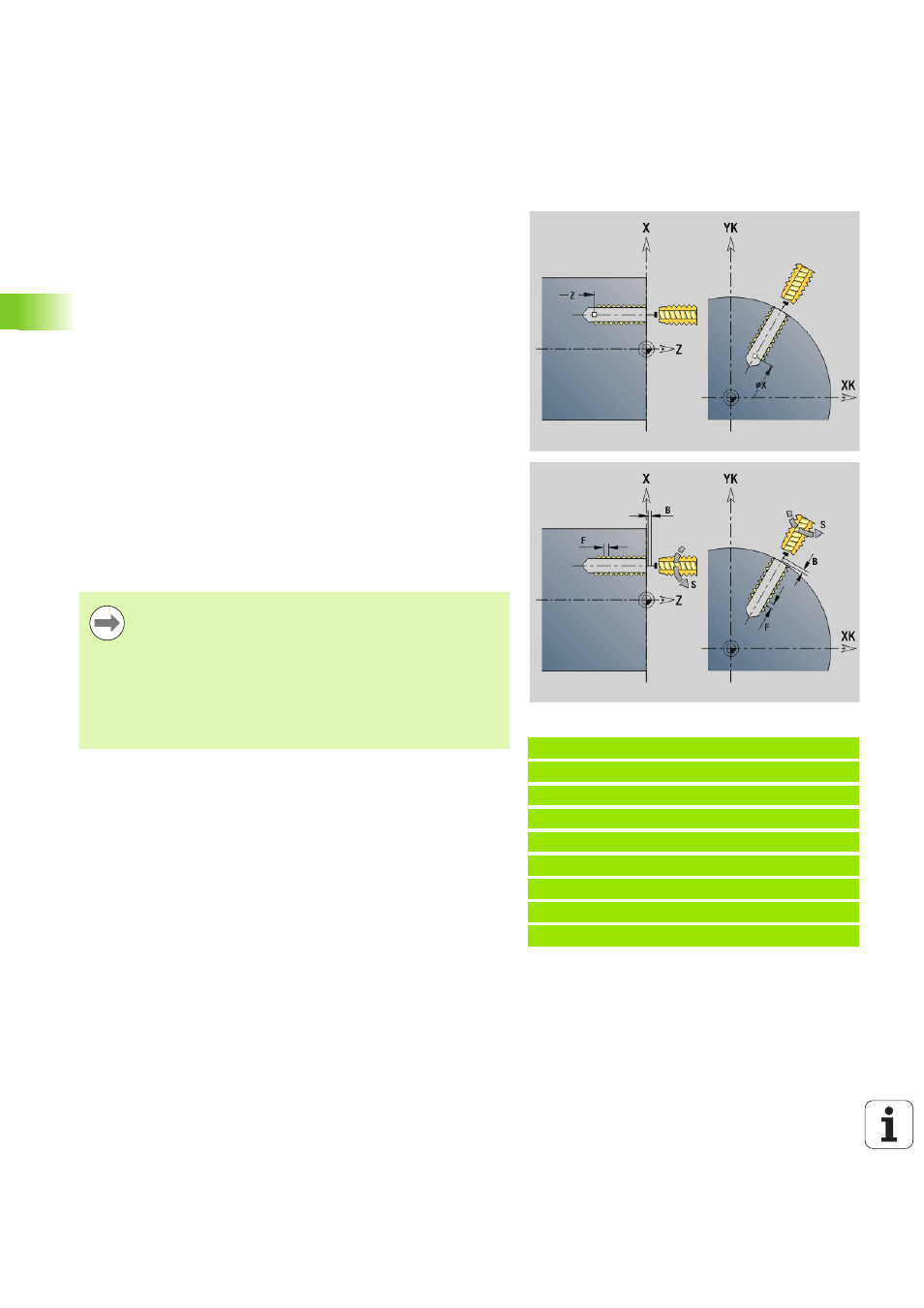
Roscado con macho G36 - Trayectoria individual
G36 realiza roscados axiales/radiales con herramientas fijas o
motorizadas. G36 decide en base a "X/Z", si el taladro a realizar es radial
o axial.
Antes de G36, es preciso desplazarse al punto de partida. Después del
roscado con macho G36, regresa al punto de partida.
Posibilidades de mecanizado:
Macho de roscar fijo: se sincronizan el cabezal principal y el
accionamiento del avance.
Macho de roscar motorizado: se sincronizan la herramienta
motorizada y el accionamiento del avance.
Beispiel: G36
. . .
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 [Roscar con macho]
. . .
Parámetro
X
Punto final de taladrado radial (Cota de diámetro)
Z
Punto final de taladrado axial
F
Avance por vuelta (paso de roscado)
B
Longitud de aceleración para sincronización entre cabezal y
accionamiento de avance
S
Velocidad de retroceso (por defecto: velocidad del roscado con
macho)
P
Prof. rotura viruta
I
Distancia de retroceso
"Parada de ciclo" detiene el roscado con macho.
"Inicio de ciclo" continúa el roscado con macho.
Para variar la velocidad utilizar la corrección de avance.
¡La corrección de la velocidad del cabezal está
deshabilitada!.
Cuando el accionamiento no disponga de regulación (no
disponga de encoder ROD) se requiere un mandril de
compensación.