HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 293
HEIDENHAIN MANUALplus 620, CNC PILOT 640
293
4.1
7
Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
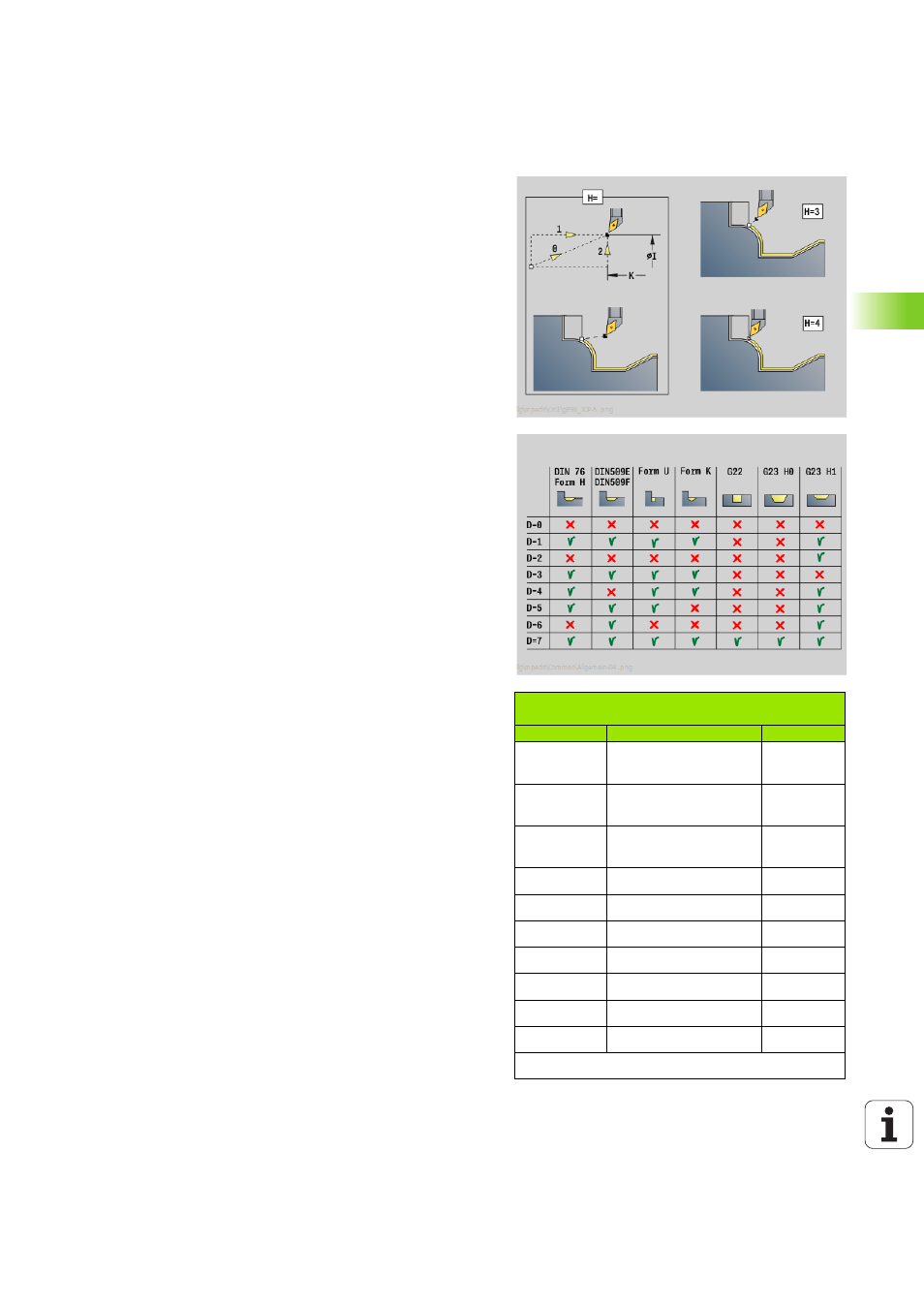
Códigos de omisión para profundizaciones y
entalladuras
Llamada G
Función
Código D
G22
Profundización para
anillo obturador
512
G22
Profundización para
anillo de seguridad
1.024
G23 H0
Profundización de uso
general
256
G23 H1
Giro libre
2.048
G25 H4
Entalladura forma U
32.768
G25 H5
Entalladura forma E
65.536
G25 H6
Entalladura forma F
131.072
G25 H7
Entalladura forma G
262.744
G25 H8
Entalladura forma H
524.288
G25 H9
Entalladura forma K
1.048.576
Sumar los códigos para ocultar varios elementos.
Parámetro
H
Tipo de retirada (por defecto: 3) La herramienta se eleva con un
ángulo de 45° en sentido opuesto al de mecanizado y se
desplaza, de la forma siguiente manera, a la posición "I, K":
0: en diagonal
1: primero dirección X, luego Z
2: primero dirección Z, luego X
3: permanece a la distancia de seguridad
4: sin movimiento de retirada - la herramienta permanece en
la coordenada final
5: en diagonal a la posición de herramienta antes del ciclo
6: primero dirección X, luego Z a la posición de herramienta
antes del ciclo
7: primero dirección Z, luego X a la posición de herramienta
antes del ciclo
X
Limitación del corte (cota de diámetro) - (por defecto: no se
limita el corte)
Z
Limitación del corte (por defecto: no se limita el corte)
D
Omitir elementos (por defecto: 1). Utilizar los códigos de
omisión indicados en la imagen para ocultar elementos
concretos o los códigos de la tabla para no mecanizar
profundizaciones, entalladuras y torneados libres.
I
Punto final al cual se desplaza la herramienta al final del ciclo
(cota de diámetro)
K
Punto final al cual se desplaza la herramienta al final del ciclo
O
Reducción del avance para elementos circulares (por defecto: 0)
0: reducción de avance activo
1: sin reducción del avance
U
Tipo de ciclo - se necesita para la generación de contorno a
partir de los parámetros G80. (por defecto): 0
0: Contorno estándar longitudinal o transversal, contorno de
profundización o contorno ICP.
1: Recorrido lineal sin retorno/con retorno
2: Recorrido circular horario sin retorno/con retorno
3: Recorrido circular antihorario sin retorno/con retorno
4: Bisel sin retorno/con retorno
5: Redondeo sin retorno/con retorno
B
Compensación de radio de filo de cuchilla (por defecto): 0
0: Detección automática
1: por la izquierda del contorno
2: por la derecha del contorno
3: Detección automática sin tener en cuenta el ángulo de la
herramienta
4: por la izquierda del contorno sin tener en cuenta el ángulo
de la herramienta
5: por la derecha del contorno sin tener en cuenta el ángulo
de la herramienta