Entalladura din 76 con mecanizado de cilindro g853, 21 ciclos de entalladur a – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 322
322
Programación DIN
4.21 Ciclos de entalladur
a
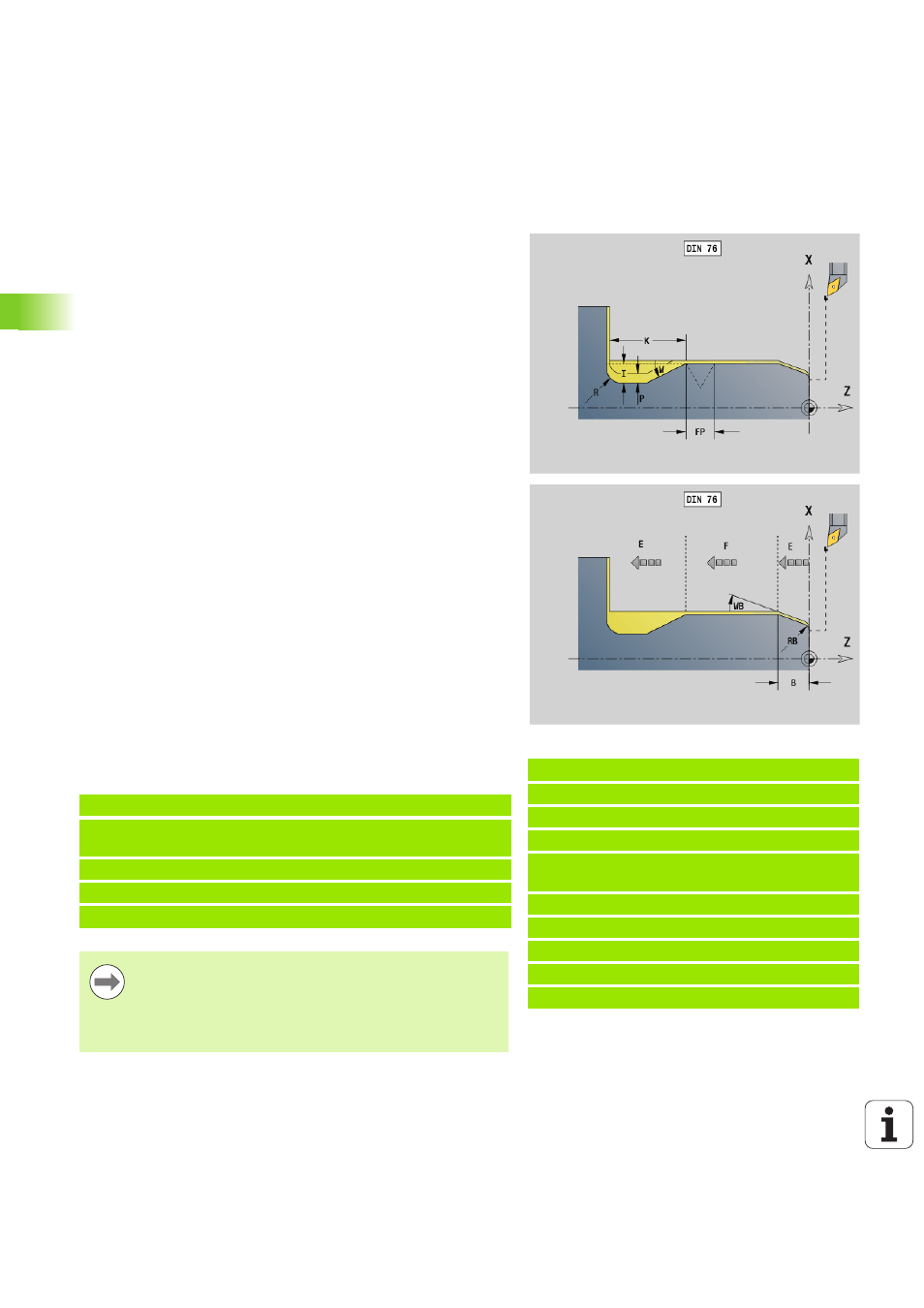
Entalladura DIN 76 con mecanizado de cilindro
G853
G853 mecaniza el cilindro antepuesto, la entalladura, la superficie
refrentada de transición y el corte inicial del cilindro si indica uno de los
parámetros Longitud de corte inicial o radio de corte inicial.
El Control numérico determina a partir de la tabla de la norma los
parámetros que no hayan sido programados:
FP mediante el diámetro
I, K, W, y R mediante FP (paso de rosca)
Frases siguientes de la llamada al ciclo
Beispiel: G853
%853.nc
[G853]
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G853 FP1.5 I47 K15 W30 R2 P1 B5 RB2
WB30 E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
FINAL
Parámetro
FP
Paso de rosca
I
Profundidad de entalladura (por defecto: tabla de la norma)
K
Longitud de entalladura (por defecto: tabla normalizada)
W
Ángulo de entalladura (por defecto: tabla normalizada)
R
Radio de entalladura (por defecto: tabla normalizada)
P
Sobremedida:
Si P no se indica: la entalladura se mecaniza en un solo corte
Si se indica P: Subdivisión del torneado previo y final
- P = sobremedida longitudinal, la sobremedida transversal
es siempre 0,1 mm.
B
Longitud de corte inicial - ningún dato: No se mecaniza el corte
inicial del cilindro
RB
Radio de corte inicial - ningún dato: No se mecaniza el radio de
corte inicial
WB
Ángulo de corte inicial (por defecto: 45 °)
E
Avance reducido para el mecanizado de la entalladura (por
defecto: avance activado)
H
Tipo de alejamiento (por defecto: 0):
0: La herramienta regresa al punto de partida
1: La herramienta se sitúa al final de la superficie refrentada
N.. G853 FP.. I.. K.. W.. /llamada al ciclo
N.. G0 X.. Z.. /Punto de la esquina de entrada del
cilindro
N.. G1 Z.. /Esquina de la entalladura
N.. G1 X.. /Punto final de la superficie transversal
N.. G80 /Final de la descripción del contorno
La entalladura se realiza sólo en esquinas del contorno
perpendiculares y paralelas a los ejes sobre su eje
longitudinal.
La corrección de radio del filo se realiza
Sobremedidas: No se calculan