Profundización g860 – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 284
284
Programación DIN
4.1
7
Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
Profundización G860
G860 mecaniza el sector de contorno definido. La referencia al
contorno a mecanizar se transmita o en los parámetros de ciclo, o el
contorno se define directamente después de la llamada de ciclo
(véase "Trabajar con ciclos referidos al contorno" en la página 271). El
contorno a mecanizar puede contener varios canales. Si es preciso, se
subdivide en varias áreas la superficie a mecanizar.
Parámetro
ID
Contorno auxiliar - Número identificativo del contorno que se
desea mecanizar
NS
Número de bloque inicial
Comienzo del segmento de contorno, o
Referencia a una profundización G22-/G23-Geo
NE
Número de bloque final (final del segmento de contorno):
NE sin programar: el elemento de contorno NC se mecaniza
en la dirección de definición del contorno.
NS=NE programado: el elemento de contorno NS se
mecaniza en dirección opuesta a la de definición del
contorno.
Omitir NE, cuando el contorno se haya definido con G22/
G23-Geo
I
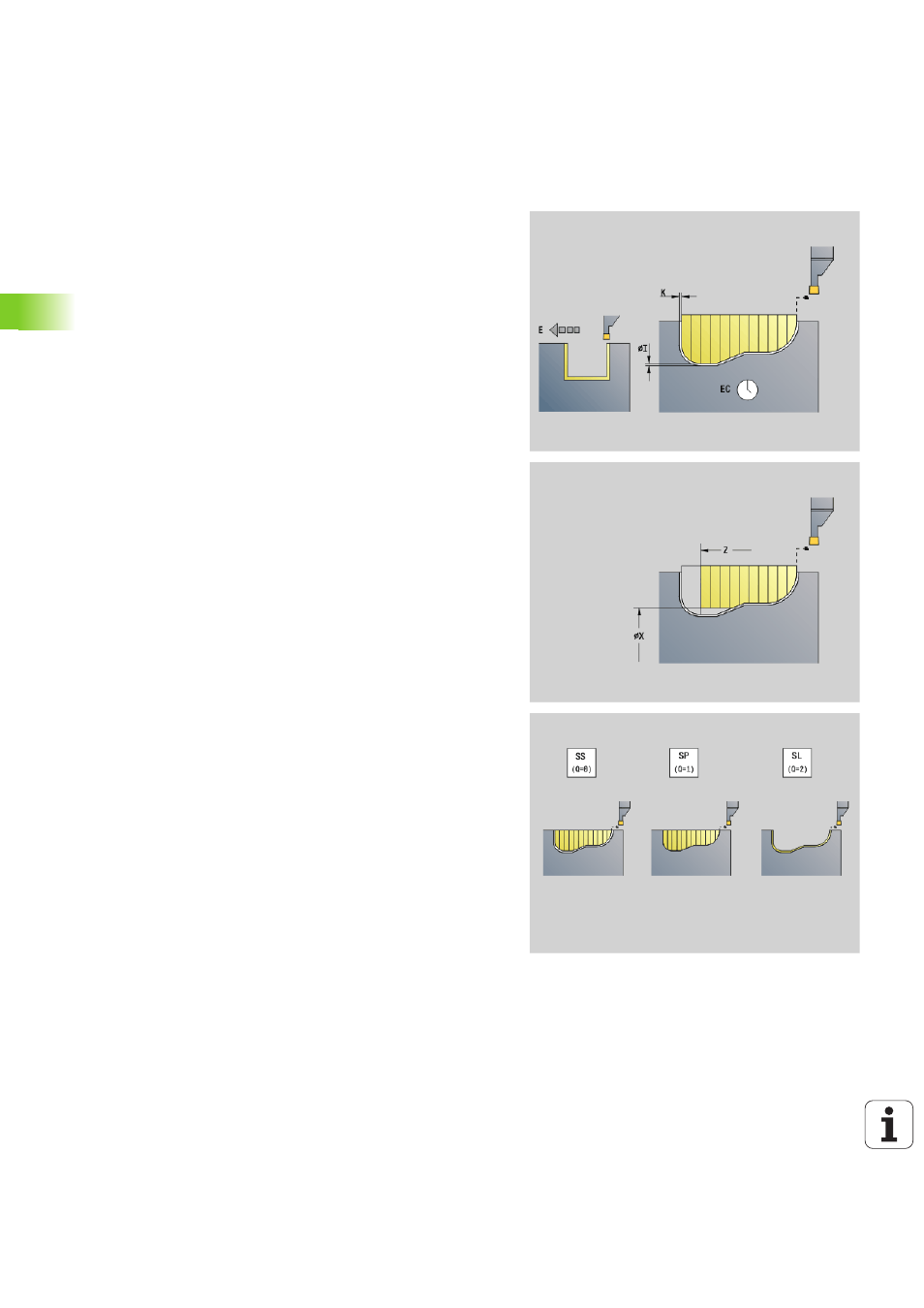
Sobremedida en dirección X (cota de diámetro) - (por defecto: 0)
K
Sobremedida en dirección Z (por defecto: 0)
Q
Desarrollo (por defecto: 0)
0: Desbaste y Acabado
1: Sólo desbaste
2: sólo acabado
X
Limitación del corte en dirección X (cota de diámetro) - (por
defecto: no se limita el corte)
Z
Limitación del corte en dirección Z (por defecto: no se limita el
corte)
V
Identificación Comienzo/Final (por defecto: 0) Se mecaniza un
bisel/redondeo:
0: al principio y al final
1: al principio
2: al final
3: sin mecanizado
E
Avance de acabado (por defecto: avance activo)
EC
Tiempo de espera
D
Vueltas en el fondo de profundización