21 ciclos de entalladura, Ciclo de entalladura g85 – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 318
318
Programación DIN
4.21 Ciclos de entalladur
a
4.21 Ciclos de entalladura
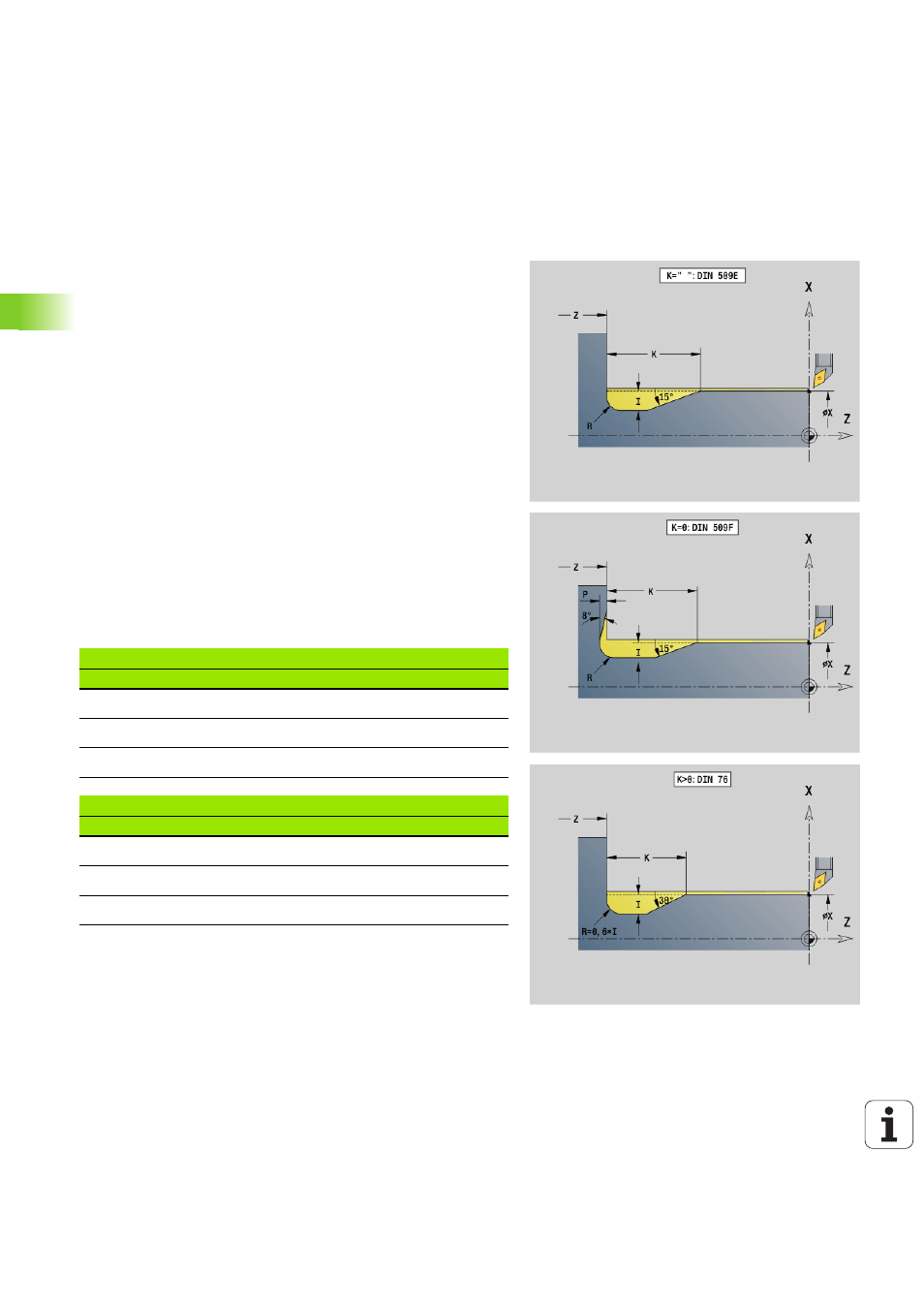
Ciclo de entalladura G85
G85 crea entalladuras según DIN 509 E, DIN 509 F y FIN 76
(entalladura de rosca).
G85 mecaniza el cilindro antepuesto cuando la herramienta se
posiciona en el diámetro X "antes" del cilindro.
Los redondeos de la entalladura para rosca se realizan con el radio
0,6 * I.
I = Profundidad de entalladura
K = Anchura de la entalladura
R = Radio de entalladura
P = Profundidad transversal
Angulo del tallado libre en el tallado DIN 509 E y F: 15°
Angulo transversal en el tallado DIN 509 F: 8°
Parámetro
X
Punto final (cota de diámetro)
Z
Punto final
I
Profundidad (cota de radio)
DIN 509 E, F: Sobremedida de rectificado (por defecto: 0)
DIN 76: Profundidad de entalladura
K
Anchura y tipo de entalladura
K Sin datos: DIN 509 E
K=0: DIN 509 F
K\>0: Anchura de entalladura DIN 76
E
Avance reducido para el mecanizado de la entalladura (por
defecto: avance activado)
Parámetros en la entalladura DIN 509 E
Diámetro
I
K
R
<= 18
0,25
2
0,6
\> 18 – 80
0,35
2,5
0,6
\> 80
0,45
4
1
Parámetros en la entalladura DIN 509 F
Diámetro
I
K
R
P
<= 18
0,25
2
0,6
0,1
\> 18 – 80
0,35
2,5
0,6
0,2
\> 80
0,45
4
1
0,3