HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Manual del usuario
Página 80
80
3 Ciclos de palpación para la comprobación automática de piezas
3.2 Cálculo aut
o
mático de los punt
os de r
e
fe
re
ncia
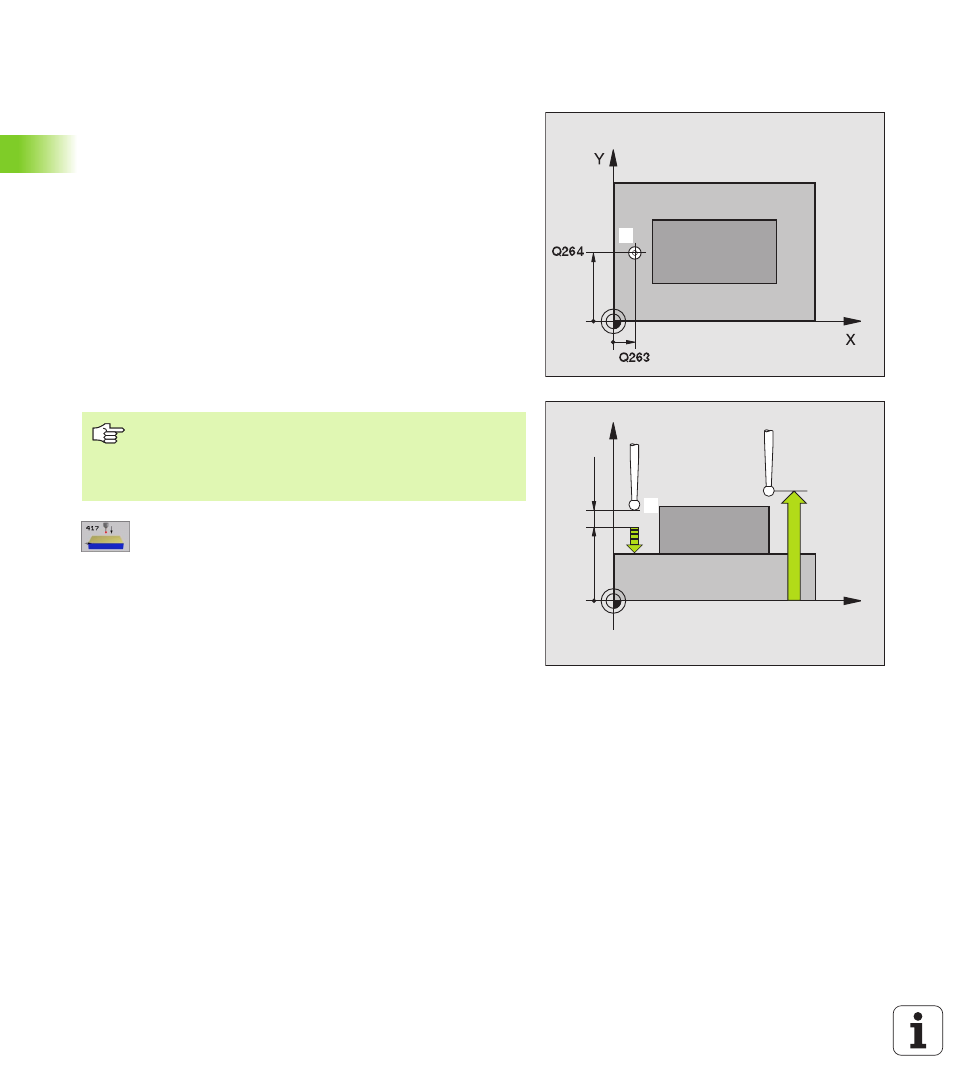
PTO. REF. EJE DE PALPACION (ciclo de
palpación 417, DIN/ISO: G417)
El ciclo de palpación 417 mide cualquier coordenada en el eje de
palpación y lo define como punto cero. Si se desea, el TNC también
puede escribir la coordenada medida en una tabla de puntos cero o de
preset.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bién MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en pág. 19) hacia el punto de
palpación programado
1
. Para ello, el TNC desplaza el palpador
según la distancia de seguridad en la dirección del eje de palpación
positivo
2
A continuación, el palpador se desplaza en el eje de palpación hacia
la coordenda del punto de palpación introducida
1
y genera, tras
una sencilla palpación, la posición real
3
A continuación el TNC posiciona el palpador de nuevo en la altura
de seguridad y procesa el punto de referencia calculado en relación
con los parámetros de ciclo Q303 und Q305 (véase "Guardar punto
de referencia calculado" en pág. 58)
U
U
U
U
1er punto de medición del 1er eje
Q263 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado
U
U
U
U
1er punto de medición del 2º eje
Q264 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje transversal del plano de mecanizado
U
U
U
U
1er punto de medición 3º eje
Q294 (valor absoluto):
Coordenada del punto de palpación en el eje de
palpación
U
U
U
U
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma al valor del MP6140
U
U
U
U
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza
1
X
Z
Q260
Q294
MP6140
+
Q320
1
Antes de la programación deberá tenerse en cuenta:
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Entonces el TNC fija el punto de referencia en dicho eje.