HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Manual del usuario
Página 42
42
3 Ciclos de palpación para la comprobación automática de piezas
3.1 Medición aut
o
mática de la posición inclinada de la pieza
U
U
U
U
1er punto de medición del 1er eje
Q263 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado
U
U
U
U
1er punto de medición del 2º eje
Q264 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje transversal del plano de mecanizado
U
U
U
U
2º punto de medición del 1er eje
Q265 (valor
absoluto): Coordenada del segundo punto de
palpación en el eje principal del plano de mecanizado
U
U
U
U
2º punto de medición del 2º eje
Q266 (valor
absoluto): Coordenada del segundo punto de
palpación en el eje transversal del plano de
mecanizado
U
U
U
U
Eje de medición
Q272: Eje del plano de mecanizado,
en el que se debe realizar la medición:
1:Eje principal = Eje de medición
2:Eje secundario = Eje de medición
U
U
U
U
Dirección de desplazamiento 1
Q267: Dirección en
la cual debe desplazarse el palpador hacia la pieza:
-1:Dirección de desplazamiento negativa
+1:Dirección de desplazamiento positiva
U
U
U
U
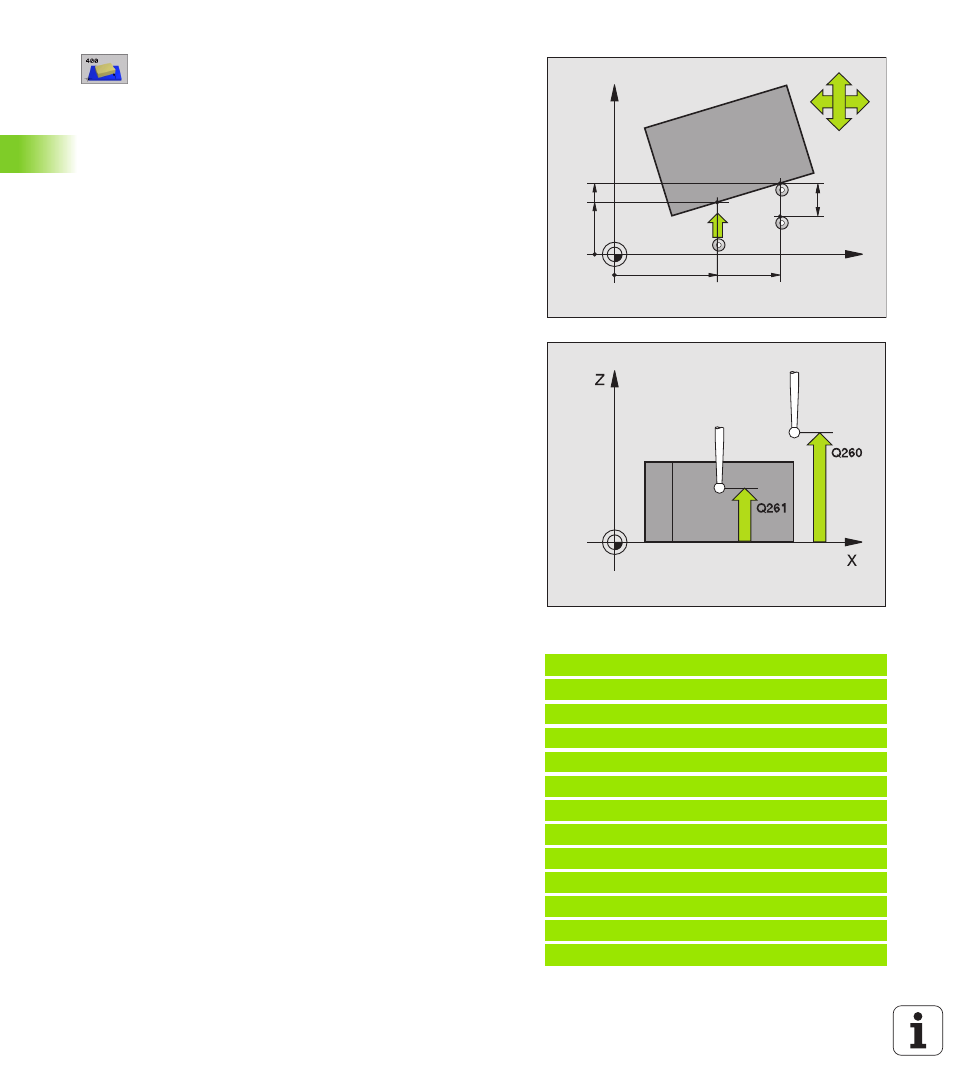
Altura de la medición en el eje del palpador
Q261 (valor absoluto): Coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición
U
U
U
U
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma al valor del MP6140
U
U
U
U
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza
U
U
U
U
Desplazamiento a la altura de seguridad
Q301:
Determinar cómo se debe desplazar el palpador entre
los puntos de medición:
0: Desplazarse entre los puntos de medición a la
altura de medición
1: Desplazarse entre los puntos de medición a la altura
de seguridad
U
U
U
U
Preajuste del giro básico
Q307 (valor absoluto):
Introducir el ángulo de la recta de referencia cuando
la posición inclinada a medir no debe referirse al eje
principal, sino a cualquier recta. Entonces el TNC
calcula para el giro básico la diferencia entre el valor
medido y el ángulo de las rectas de referencia.
U
U
U
U
Número de preset en la tabla
Q305: Indicar el
número en la tabla de presets, donde el TNC debe
memorizar el giro básico calculado. Al introducir
Q305=0, el TNC coloca el giro básico calculado en el
menú ROT del modo de funcionamiento Manual
Ejemplo: Frases NC
5 TCH PROBE 400 GIRO BASICO
Q263=+10 ;1ER PTO. EN EJE 1
Q264=+3,5 ;1ER PTO. EN EJE 2
Q265=+25 ;2º PTO. EN EJE 1
Q266=+2 ;2º PTO. EN EJE 2
Q272=2 ;EJE DE LA MEDICIÓN
Q267=+1 ;DIRECCION DE DESPLAZAMIENTO
Q261=-5 ;ALTURA DE MEDICION
Q320=0 ;DIST. SEGURIDAD
Q260=+20 ;ALTURA DE SEGURIDAD
Q301=0 ;IR A ALTURA DE SEGURIDAD
Q307=0 ;GIRO BÁSICO PREINST.
Q305=0 ;Nº EN TABLA
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320