3 medición aut o mática de piezas – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Manual del usuario
Página 124
124
3 Ciclos de palpación para la comprobación automática de piezas
3.3 Medición aut
o
mática de piezas
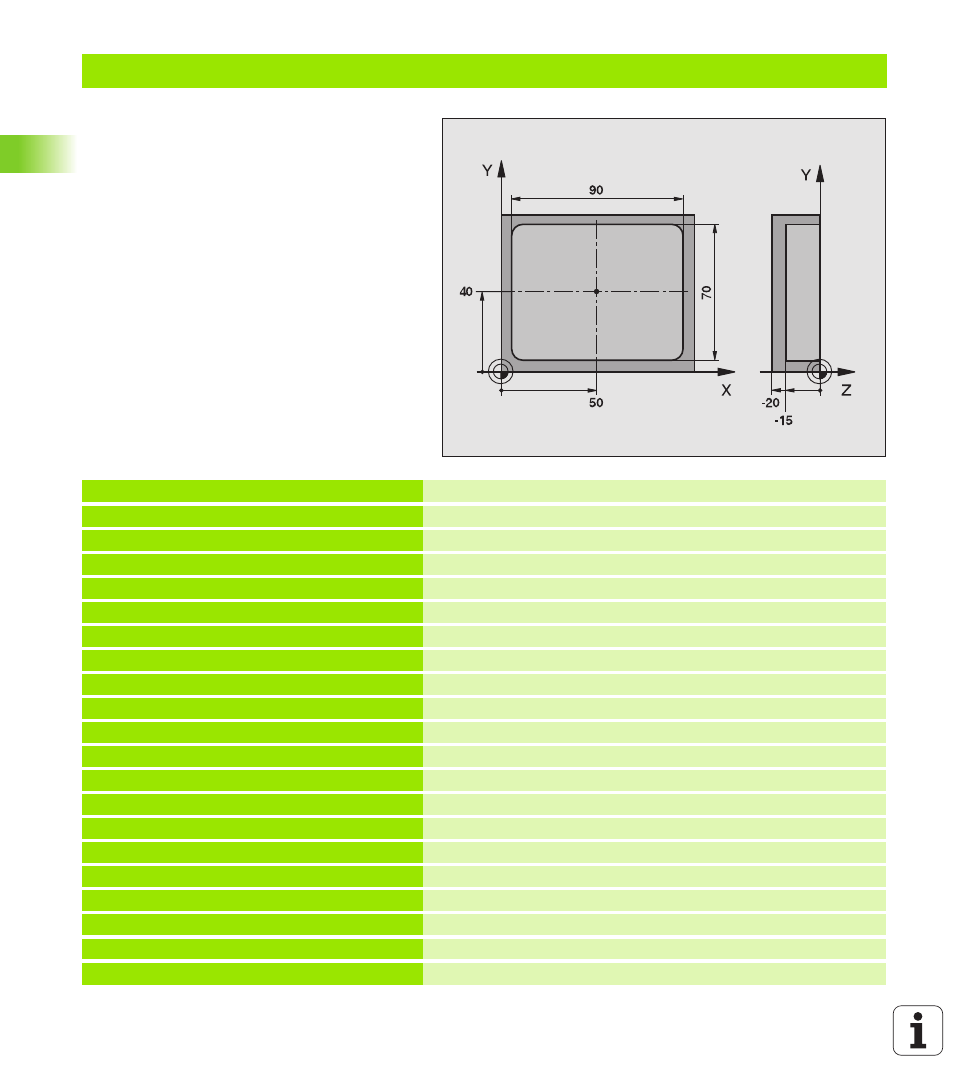
Ejemplo: medir cajera rectangular, registrar resultados de medición
0 BEGIN PGM BSMESS MM
1 TOOL CALL 1 Z
Llamada al palpador
2 L Z+100 R0 F MAX
Retirar el palpador
3 TCH PROBE 423 MEDIR RECTANGULO INTERIOR
Q273=+50 ;CENTRO 1ER EJE
Q274=+40 ;CENTRO SEGUNDO EJE
Q282=90 ;LONGITUD LADO 1
Longitud nominal en X
Q283=70 ;LONGITUD LADO 2
Longitud nominal en Y
Q261=-5 ;ALTURA DE MEDICION
Q320=0 ;DIST. SEGURIDAD
Q260=+20 ;ALTURA DE SEGURIDAD
Q301=0 ;IR A ALTURA DE SEGURIDAD
Q284=90,15 ;COTA MAXIMA LADO 1
Tamaño máx. en X
Q285=89,95 ;COTA MINIMA LADO 1
Tamaño mín. en X
Q286=70,1 ;COTA MAXIMA LADO 2
Tamaño máx. en Y
Q287=69,9 ;COTA MINIMA LADO 2
Tamaño mín. en Y
Q279=0,15 ;TOLERANCIA 1ER. CENTRO
Desviación admisible de la posición en X
Q280=0,1 ;TOLERANCIA 2º CENTRO
Desviación admisible de la posición en Y
Q281=1 ;PROTOCOLO MEDIDA
Emitir registro de medición
Q309=0 ;PARO DEL PGM SI ERROR
Cuando se sobrepase la tolerancia no emitir aviso de error
Q330=0 ;Nº DE HERRAMIENTA
Sin supervisión de la hta.