HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Manual del usuario
Página 43
HEIDENHAIN iTNC 530
43
3.1 Medición aut
o
mática de la posición inclinada de la pieza
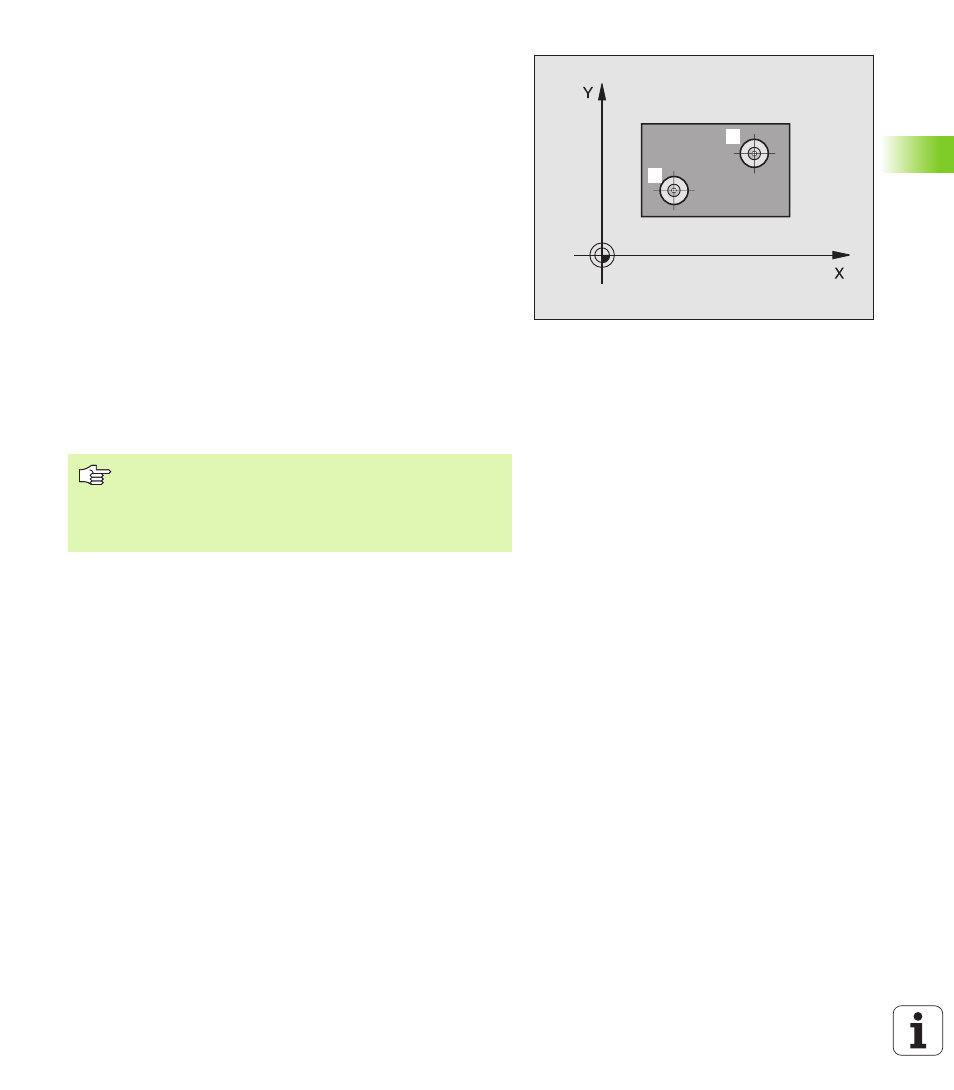
GIRO BASICO mediante dos taladros (ciclo de
palpación 401, DIN/ISO: G401)
El ciclo de palpación 401 registra los puntos medios de dos taladros.
A continuación el TNC calcula el ángulo entre el eje principal del plano
de mecanizado y la recta que une los puntos centrales de los taladros.
El TNC compensa a través de la función Giro básico el valor
calculado(Ver también "Compensación de la inclinación de la pieza" en
pág. 29).
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bién MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en pág. 19) hasta el centro
del primer taladro introducido
1
.
2
Finalmente el palpador se desplaza a la altura de medida
introducida y registra mediante cuatro palpaciones el primer
centro del taladro
3
Después el palpador retrocede a la altura de seguridad y posiciona
sobre el centro programado del segundo taladro
2
4
El TNC desplaza el palpador a la altura de medición introducida y
registra mediante cuatro palpaciones el segundo centro del taladro
5
Para finalizar el TNC hace retroceder al palpador a la altura de
seguridad y realiza el giro básico calculado
Antes de la programación deberá tenerse en cuenta:
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Al principio del ciclo el TNC anula el giro básico activado.
2
1