3 medición aut o mática de piezas – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Manual del usuario
Página 115
HEIDENHAIN iTNC 530
115
3.3 Medición aut
o
mática de piezas
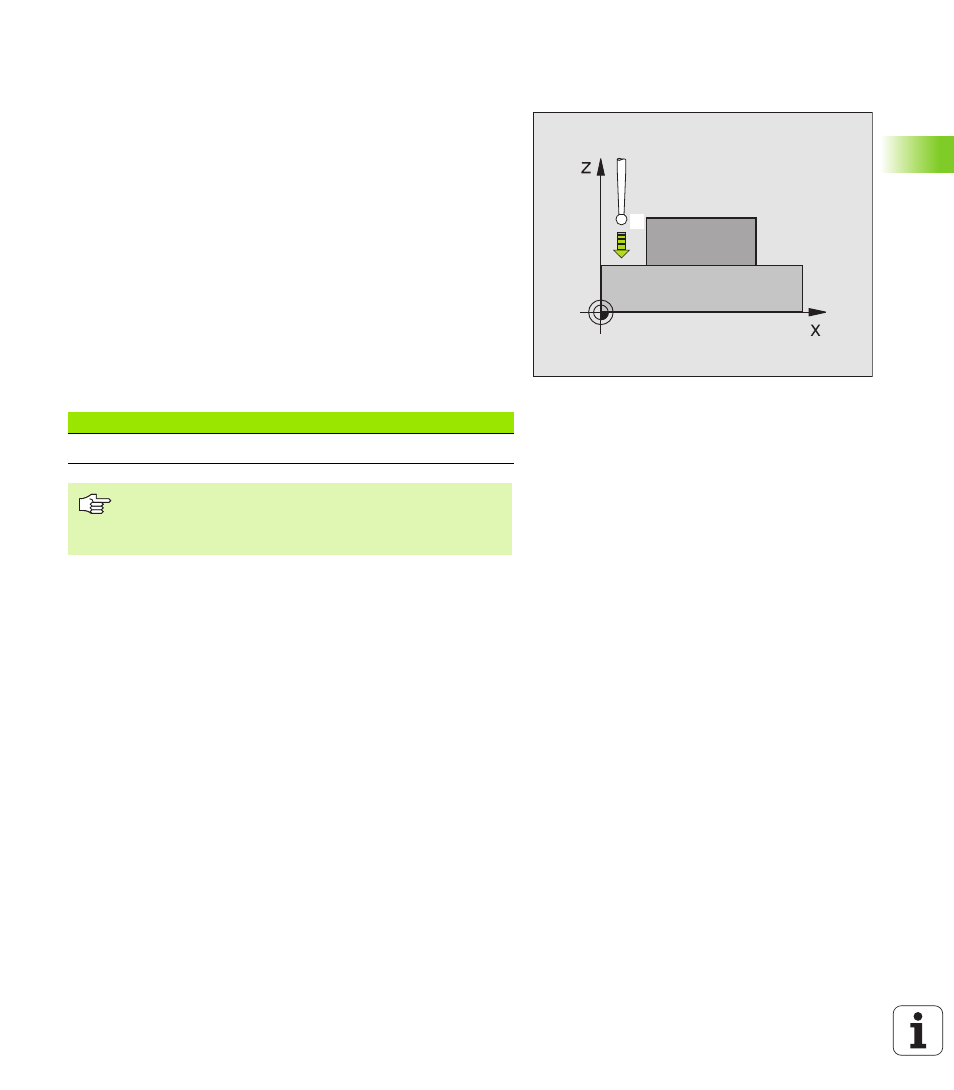
MEDIR COORDENADA (ciclo de palpación 427,
DIN/ISO: G427)
El ciclo de palpación 427 calcula una coordenada en cualquier eje
seleccionable y memoriza el valor en un parámetro del sistema. Una
vez definidos los valores de tolerancia correspondientes en el ciclo, el
TNC realiza una comparación del valor real-nominal y memoriza la
diferencia en un parámetro del sistema.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bién MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en pág. 19) hacia el punto de
palpación
1
. Para ello, el TNC desplaza el palpador según la
distancia de seguridad en la dirección de desplazamiento opuesta
a la determinada
2
A continuación el TNC posiciona el palpador en el plano de
mecanizado sobre el punto de palpación introducido
1
y mide allí
el valor real en el eje seleccionado
3
Para finalizar el TNC hace rectroceder el palpador a la altura de
seguridad y memoriza la coordenada calculada en los siguientes
parámetros Q:
1
Nº de parámetro
Significado
Q160
Coordenada medida
Antes de la programación deberá tenerse en cuenta:
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.