Resumén – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Manual del usuario
Página 40
40
3 Ciclos de palpación para la comprobación automática de piezas
3.1 Medición aut
o
mática de la posición inclinada de la pieza
3.1 Medición automática de la
posición inclinada de la pieza
Resumén
El TNC dispone de cinco ciclos con los cuales registrar y compensar
una posición inclinada de la pieza. Además con el ciclo 404 se puede
cancelar un giro básico:
Rasgos comúnes de los ciclos de palpación para
registrar la inclinación de la pieza
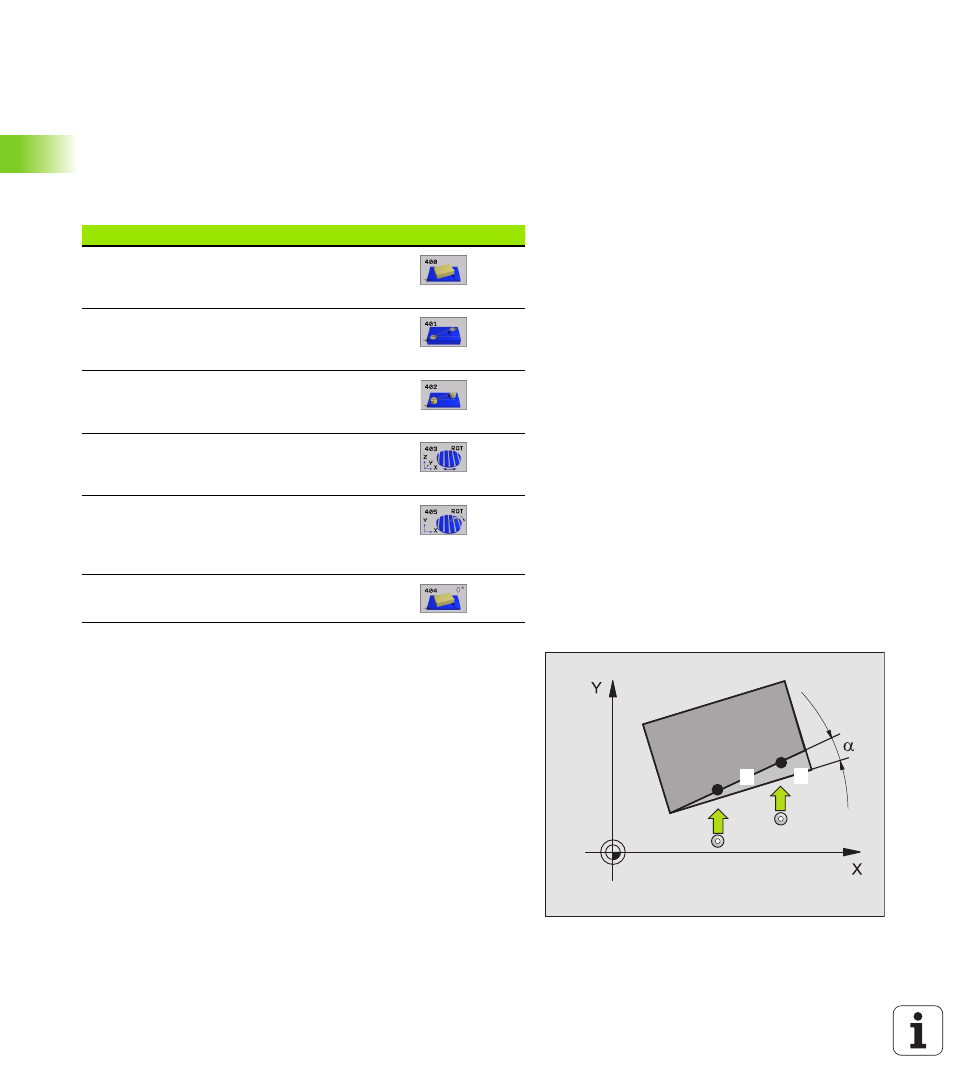
En los ciclos 400, 401 y 402 se puede determinar mediante el
parámetro Q307 Ajuste previo de un giro básico si el resultado de
la medición debe corregirse según un ángulo conocido
α
(véase la
figura de la derecha). De este modo puede medirse el giro básico en
cualquier recta
1
de la pieza y establecer la referencia a la dirección 0°
real
2
.
Ciclo
Softkey
404 FIJAR GIRO BASICO Fijar cualquier giro
básico
1
2