Ajuste el preflujo de gases -10, Ajuste el preflujo de gases, Modo de operar – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manual del usuario
Página 92
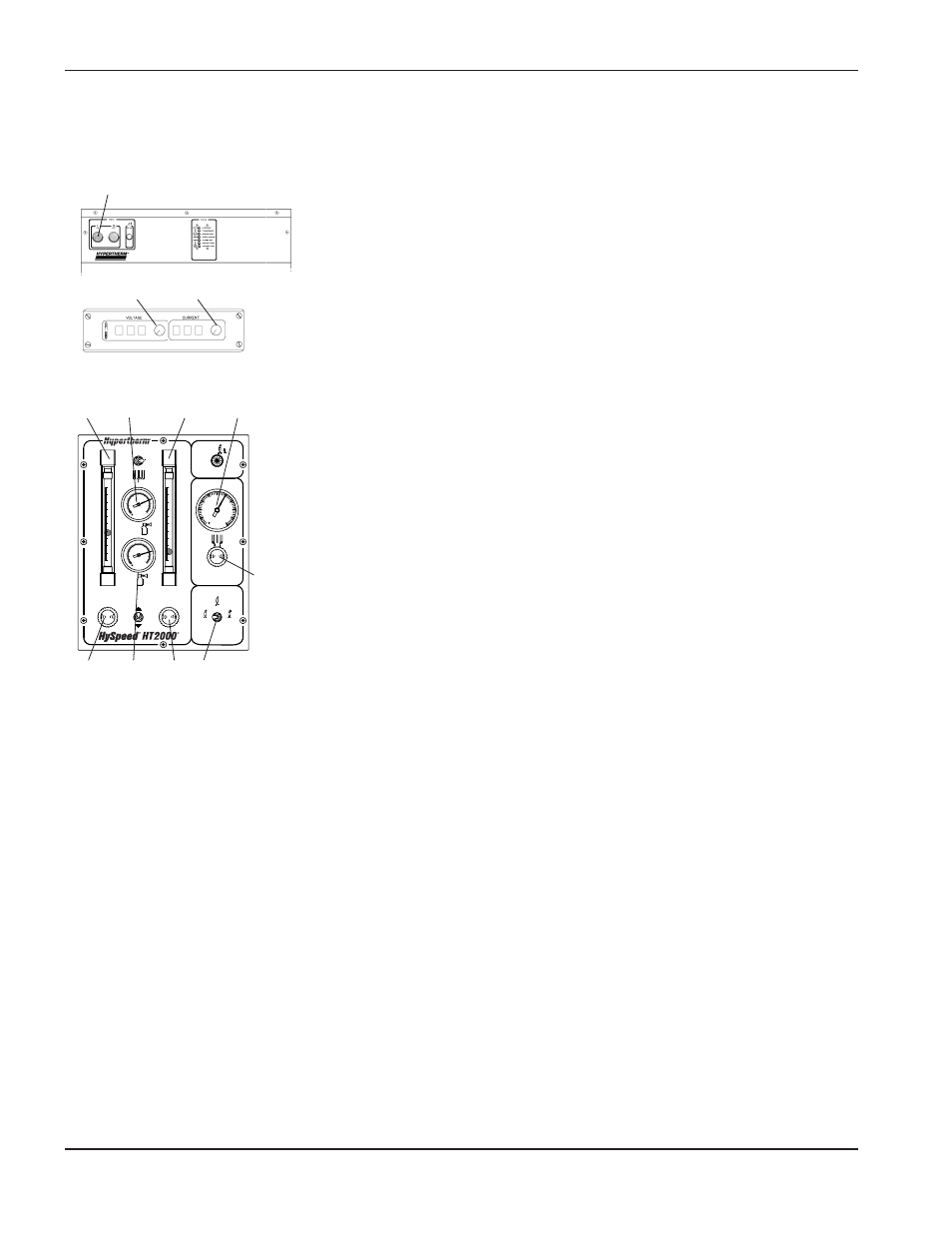
Encienda la fuente de energía y ajuste el voltaje/ corriente
7. Encienda el interruptor principal. Ver Indicadores de ESTADO antes de
iniciar la operación de corte en esta sección.
8. Encienda la fuente de energía HT2000 presionando el botón de
encendido (PB1) (POWER ON, 1) de la fuente. Asegúrese de que esté
la luz verde de encendido. Sostenga PB1 oprimido hasta que todos los
indicadores de estado se apaguen. Si la luz verde de encendido de la
fuente no enciende, verifique las instrucciones de instalación en el
manual.
9. Ajuste el VOLTAJE y CORRIENTE en el módulo digital remoto V/C.
Seleccione la corriente del arco y el voltaje en las Tablas de corte, de
acuerdo al tipo y espesor de metal que va a cortar.
Ajuste el preflujo de gases
10. Coloque el interruptor S2 de la consola para gases en posición Prueba de
preflujo. Verifique que ambos manómetros para gas plasma de la consola
(PG1, PG2) indiquen una presión de 8,2 bares.
11. Vea los medidores de flujo para oxígeno (FM2) y para nitrógeno/ aire
(FM1) y ajuste el porcentaje de caudal de gas plasma en preflujo de
acuerdo a las Tablas de corte, girando las perillas de los respectivos
medidores de flujo para oxígeno (MV3) y/o nitrógeno-aire (MV2).
12. Vea el manómetro para gas protector (PG3) en la consola para gases, y
ajuste la presión según las especificaciones de las Tablas de corte,
dando vuelta a la perilla de ajuste para gas protector (MV4).
Note:
Si ha cambiado partes consumibles, o si la fuente de energía ha
estado apagada por más de una hora, purgue las mangueras
de gas dejando el sistema en Test Preflow (preflujo de prueba)
por un minuto.
MODO DE OPERAR
9/30/98
6-10
HySpeed HT2000
Manual de Instrucciones
PLASMA
N
2
/Air
O
2
SHIELD
N
2
/Air
psi
psi
psi
DC
N
2
/Air
O
2
O
2
PLASMA
Cut Flow
PreFlow
PreFlow
Run
10
9
8
7
6
5
4
3
2
1
0
10
9
8
7
6
5
4
3
2
1
0
Test
Preflow
Test
Cutflow
PB1
FM1
FM2
MV2
MV3
MV4
S2
VOLTAJE
CORRIENTE
PG1
PG3
PG2