H35 / n, Acero inoxidable, Sobre el agua solamente – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manual del usuario
Página 106: Modo de operar
MODO DE OPERAR
23
6-24
HySpeed HT2000
Manual de Instrucciones
Acero inoxidable
200 A – Plasma H35 / gas protector N
2
Requiere el Múltiple de argón-hidrógeno (Nr. 073109) erforderlich*
Esta combinación de gases (Hypertherm recomienda una mezcla de 35% hidrógeno y 65% argón) provee la
capacidad máxima de espesor de corte, mínimo nivel de escorias, mínima contaminación en la superficie,
excelente soldabilidad y excelente calidad de corte. Con esta combinación se prolonga la duración del electrodo.
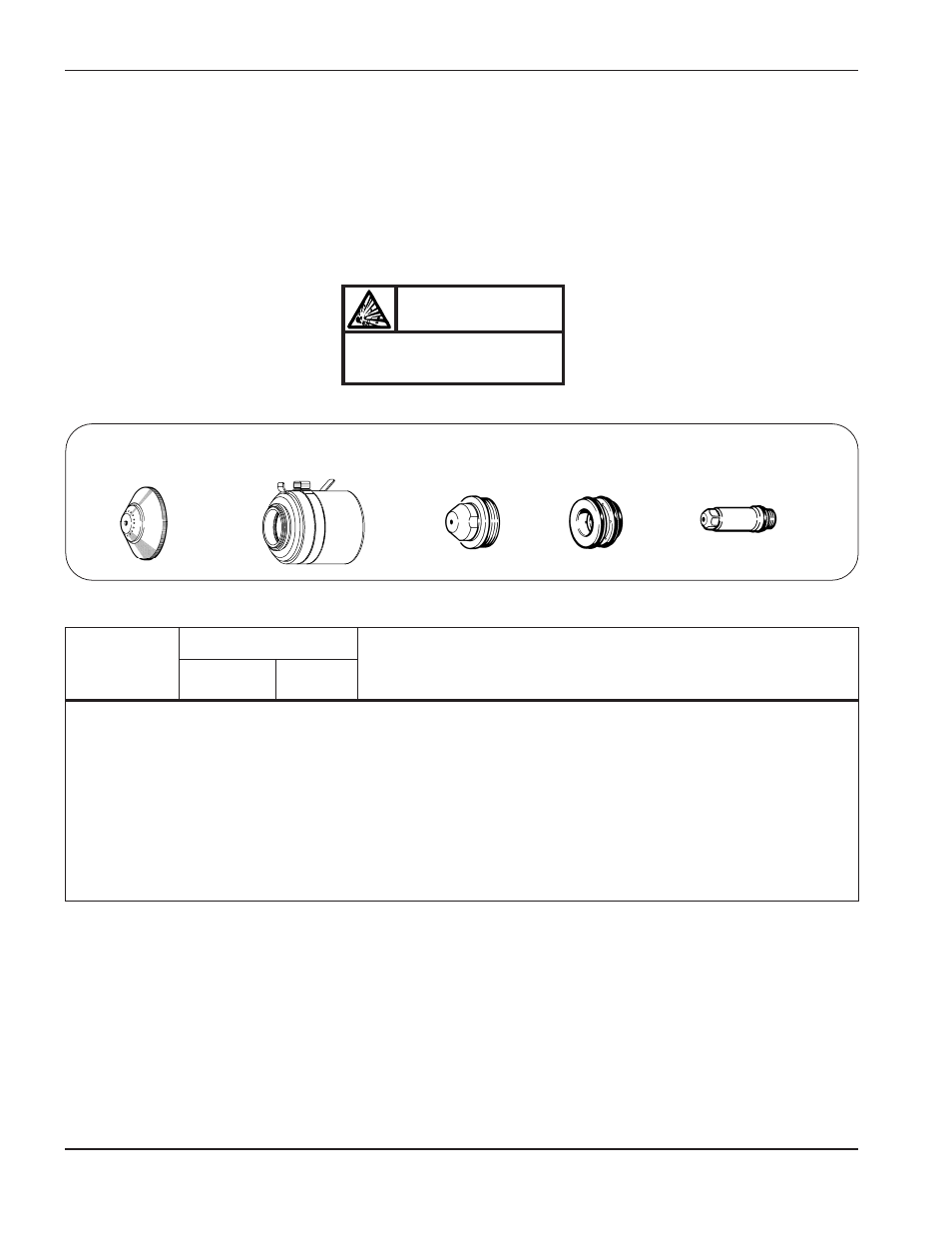
020602
Aislador
120837
Capuchón de retención
020608
Boquilla
020607
Difusor
020415
Electrodo
% Flujo del
Presión
Distancia
Altura inicial
Ajuste
Tiempo aprox.
gas plasma
del gas pro-
antorcha-
de la antorcha,
voltaje
Velocidad de
de retraso de
Espesor
Preflujo
Marcha
tector (N
2
)
pieza
para perforar
de arco
desplazamiento
movimiento
del metal
(% H35)
(% H35)
(lbs/pulg.
2
/bares)
(mm)
(mm)
(V)
(mm/min)
(seg.)
1
⁄
4
"
6 mm
25
25
60/4
5
10
135
1600
1,0
3
⁄
8
"
10 mm
5
10
140
1300
1,0
1
⁄
2
"
12 mm
42
42
130
5
10
140
1100
2,0
5
⁄
8
"
15 mm
l/min
l/min
l/min
6
12
145
940
2,0
3
⁄
4
"
20 mm
6
12
150
810
2,5
7
⁄
8
"
22 mm
8
16
155
690
2,5
1"
25 mm
8
16
155
560
1
1
⁄
4
"
32 mm
8
16
165
400
1
1
⁄
2
"
38 mm
8
16
170
280
1
3
⁄
4
"
44 mm
8
16
180
2000
2"
50 mm
8
16
185
150
* Vea la Sección 7 para instalación y operación con el múltiple de argón-hidrógeno
Nota:
Fije la presión de entrada del argón-hidrógeno gas plasma a 8,3 bar.
Fije la presión de entrada del nitrógeno gas protector a 6,2 bar.
No se recomienda el corte automático arriba de 38 mm de espesor.
No se recomienda corte de producción arriba de un espesor de 22 mm.
Sobre el agua solamente
¡No utilice campana de agua al
cortar con argón-hidrógeno!
ADVERTENCIA