H35 / n, Aluminio, Sobre el agua solamente – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manual del usuario
Página 115: Modo de operar
Aluminio
100 A – Plasma H35 / gas protector N
2
Requiere el Múltiple de argón-hidrógeno (Nr. 073109)*
Esta combinación de gases provee buena velocidad de corte, bajo nivel de escorias y es muy económica.
MODO DE OPERAR
23
HySpeed HT2000
Manual de Instrucciones
6-33
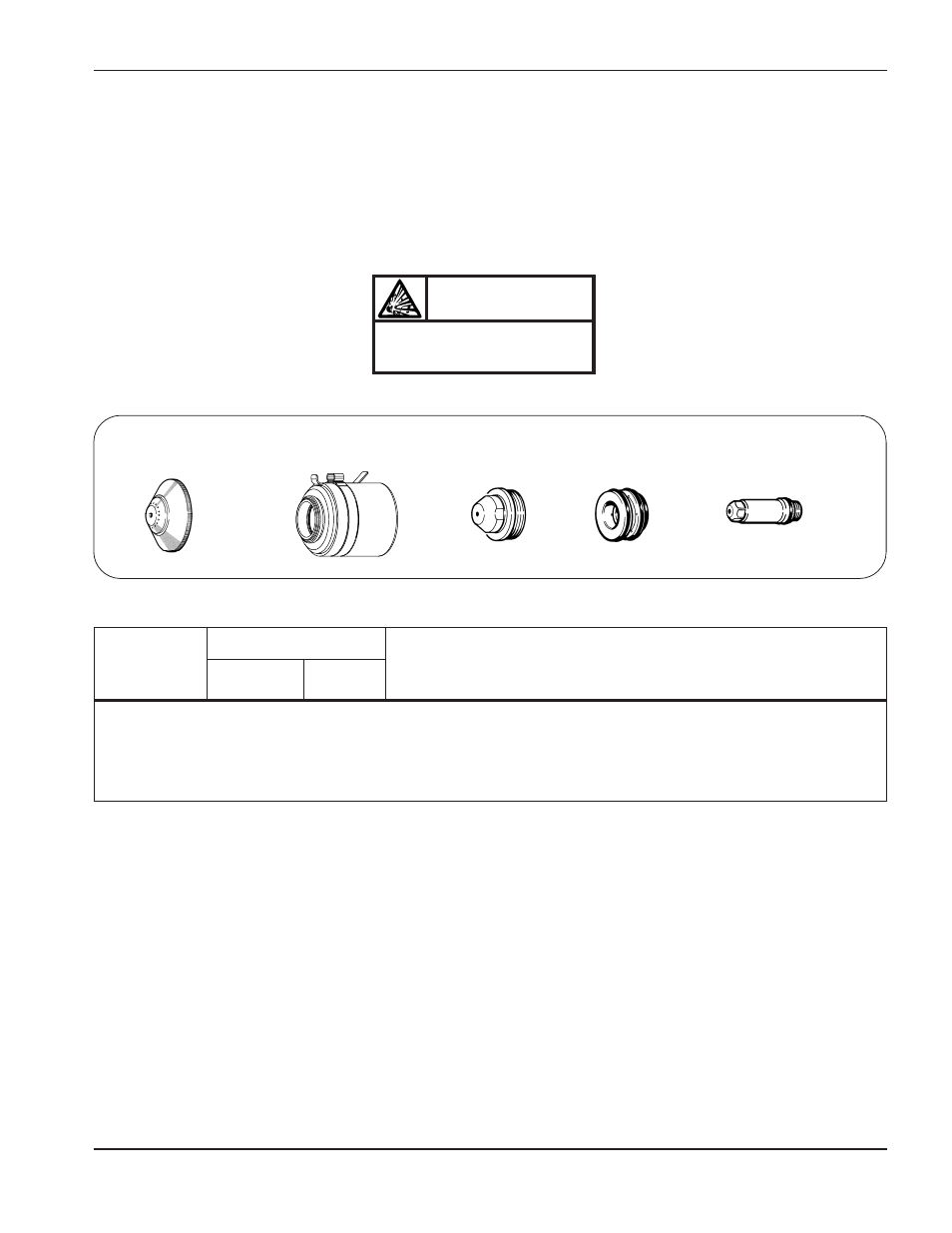
020448
Aislador
120837
Capuchón de retención
020611
Boquilla
020607
Difusor
020415
Electrodo
% Flujo del
Presión
Distancia
Altura inicial
Ajuste
Tiempo aprox.
gas plasma
del gas pro-
antorcha-
de la antorcha,
voltaje
Velocidad de
de retraso de
Espesor
Preflujo
Marcha
tector (N
2
)
pieza
para perforar
de arco
desplazamiento
movimiento
del metal
(% H35)
(% H35)
(lbs/pulg.
2
/bares)
(mm)
(mm)
(V)
(mm/min)
(seg.)
1
⁄
8
"
3 mm
13
13
60/4
2,5
5
135
2440
3
⁄
16
"
5 mm
3
6
140
2200
0,5
1
⁄
4
"
6 mm
22
22
130
3
6
145
1980
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
145
1530
0,5
1
⁄
2
"
12 mm
3
6
150
1280
* Vea la Sección 7 para instalación y operación con el múltiple de argón-hidrógeno
Nota:
Fije la presión de entrada del gas plasma a 8,3 bar.
Fije la presión de entrada del gas protector a 6,2 bar.
No se recomienda corte de producción arriba de un espesor de 10 mm.
Sobre el agua solamente
¡No utilice campana de agua al
cortar con argón-hidrógeno!
ADVERTENCIA