Aire / aire, H35 / n, H35 n – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manual del usuario
Página 118: Perforado de acero al carbono, Perforado de acero inoxidable o aluminio, Modo de operar, 200 a – plasma aire / gas protector aire
MODO DE OPERAR
23
6-36
HySpeed HT2000
Manual de Instrucciones
020607
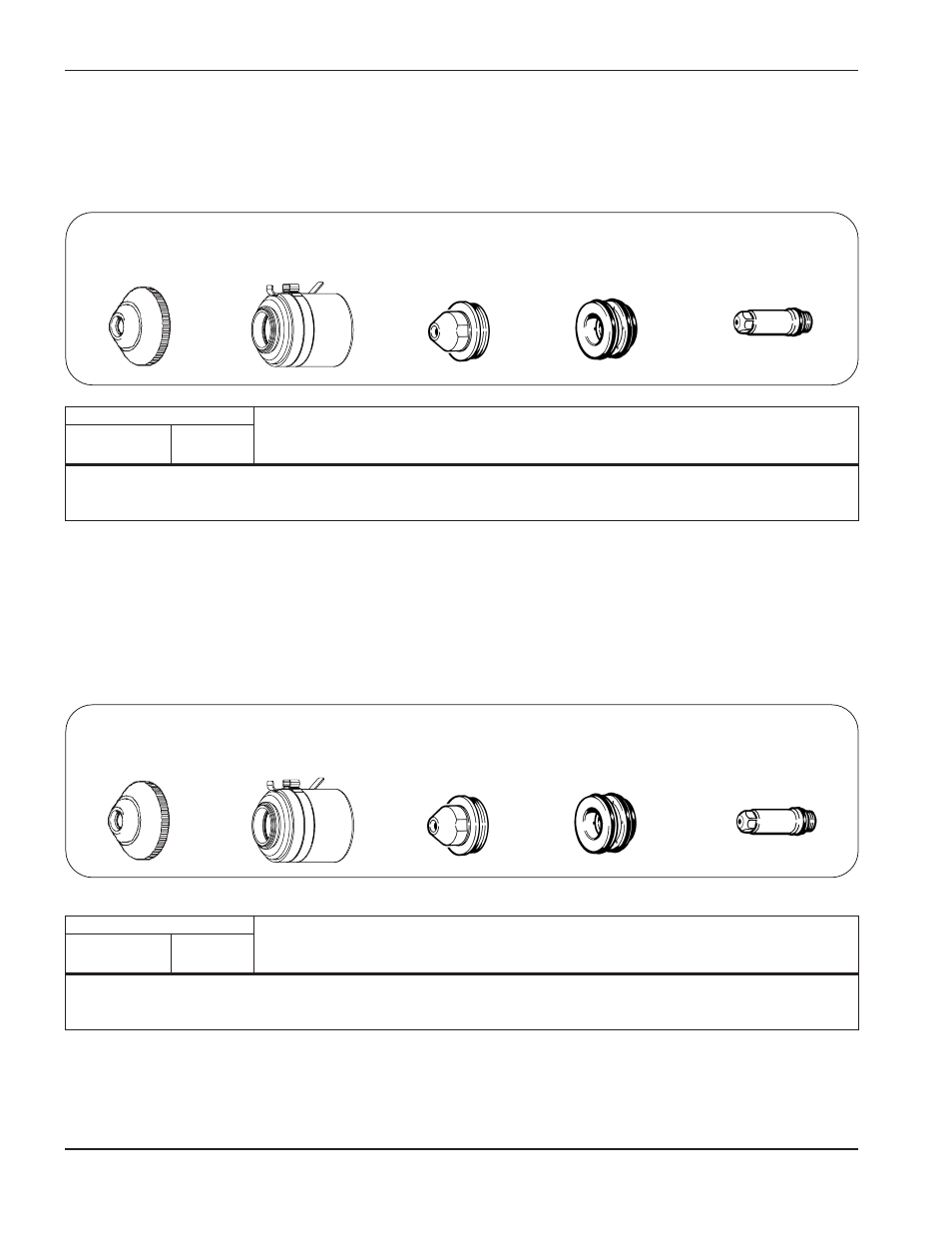
Difusor
120667
Electrodo
020615
Boquilla
120837
Capuchón de retención
020485
Aislador
020607
Difusor
020415
Electrodo
020615
Boquilla
120837
Capuchón de retención
020485
Aislador
Perforado de acero al carbono
200 A – Plasma aire / gas protector aire
Perforado de acero inoxidable o aluminio
200 A - Plasma H35 / Gas protector N
2
Hypertherm recomienda como gas plasma una mezcla de 35% hidrógeno y 65% argón
% Flujo del gas plasma
Presión del
Ajuste
Presión de entrada
Presión de entrada
Preflujo
Marcha
gas protector
corriente
gas plasma
protector
(% Aire)
(% Aire)
(Aire) (lbs/pulg.
2
/bares)
de arco
(Aire) (lbs/pulg.
2
/bares)
(Aire) (lbs/pulg.
2
/bares)
% Flujo del gas plasma
Presión del
Ajuste
Presión de entrada
Presión de entrada
Preflujo
Marcha
gas protector
corriente
gas plasma
protector
(% Aire)
(% Aire)
(Aire) (lbs/pulg.
2
/bares)
de arco
(Aire) (lbs/pulg.
2
/bares)
(Aire) (lbs/pulg.
2
/bares)
71
71
50/3,5
200 A
90/6,2
90/6,2
(33 l/min)
* Vea la Sección 7 para instalación y operación con el múltiple de argón-hidrógeno
29
29
50/3,5
200 A
120/8,3
90/6,2
(14 l/min)