Acero al carbono, Sobre el agua solamente, Modo de operar – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manual del usuario
Página 102: 50 a – gas plasma o, Gas protector o
MODO DE OPERAR
23
6-20
HySpeed HT2000
Manual de Instrucciones
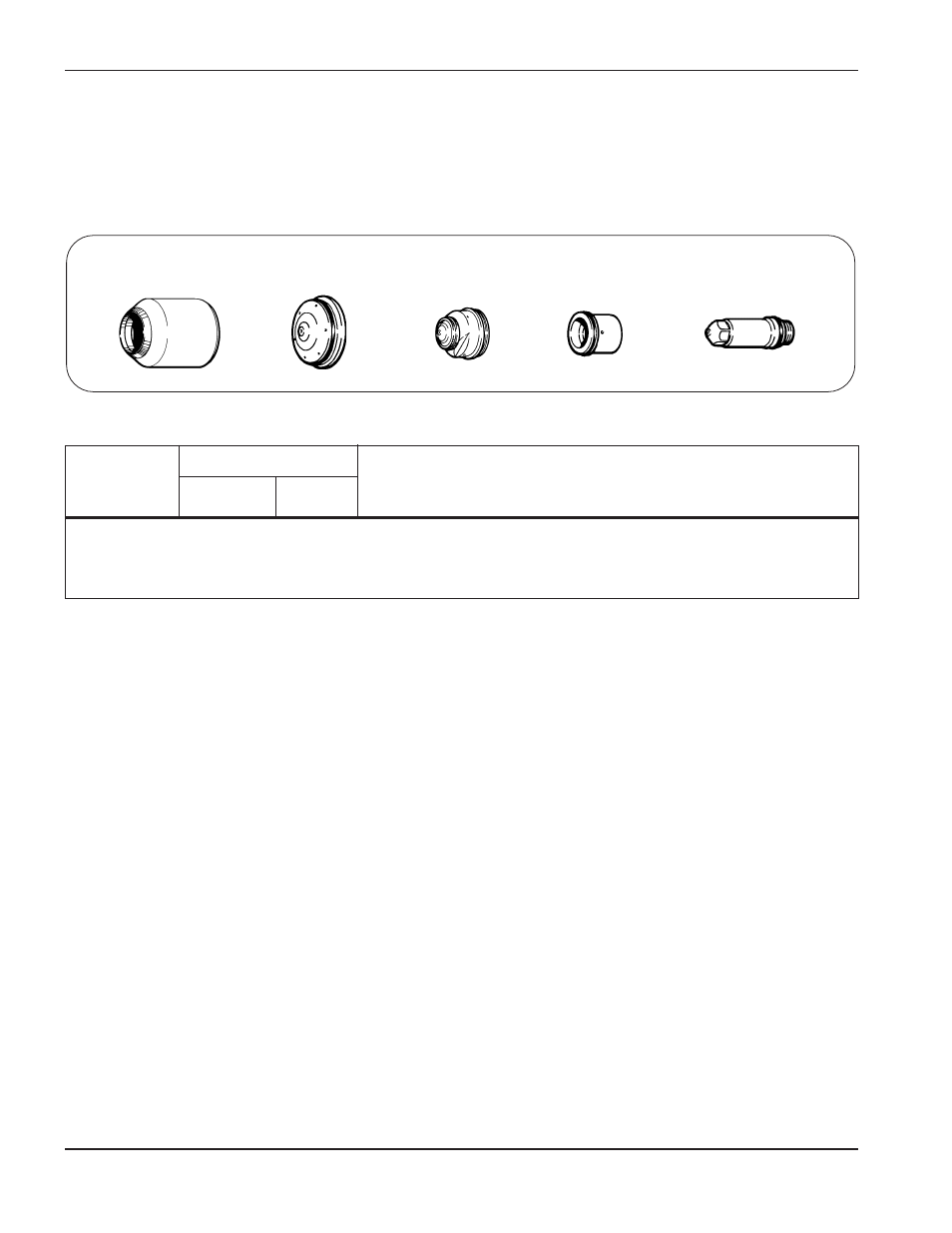
120185
Capuchón de retención
120186
Aislador
120182
Boquilla
120179
Difusor
120178
Electrodo
% Flujo del
Presión
Distancia
Altura inicial
Ajuste
Tiempo aprox.
gas plasma
del gas pro-
antorcha-
de la antorcha,
voltaje
Velocidad de
de retraso de
Espesor
Preflujo
Marcha
tector (O
2
)
pieza
para perforar
de arco
desplazamiento
movimiento
del metal
(% O
2
% N
2
)
(% O
2
% N
2
)
(lbs/pulg.
2
/bares)
(mm)
(mm)
(V)
(mm/min)
(seg.)
18 GA
1,2 mm
3
27
30
0
18/1,2
1,5
3,0
108
4060
0,0
14 GA
1,9 mm
2 / 17
18 / 0
17
1,5
3,0
108
3050
0,3
12 GA
2,5 mm
l/min
l/min
l/min
1,75
3,5
113
2540
0,3
10 GA
3,2 mm
2,0
4,0
118
1520
0,5
Acero al carbono
50 A – Gas plasma O
2
/ Gas protector O
2
Nota:
Fije la presión de entrada del oxígeno gas plasma a 8,3 bar.
Fije la presión de entrada del nitrógeno gas plasma a 8,3 bar.
Fije la presión de entrada del gas protector a 8,3 bar.
El oxígeno para gas protector debe suplirse desde un regulador independiente del regulador de plasma oxígeno.
Si utiliza el remoto digital o el remoto programable, ajuste la corriente a 60 A.
Si utiliza un sistema de control de altura de antorcha capaz de ajustar el voltaje de arco al valor estipulado en esta
tabla, ajústelo como se indica. Si utiliza un sistema menos sensible de control de altura de antorcha, redondee el valor
del voltaje al ajuste más cercano que pueda obtener.
Coloque la altura inicial del antorcha (antes del perforado) a aproximadamente el doble de la distancia antorcha-pieza
requerida para el material que va a cortar.
Las tolerancias de distancia antorcha-pieza son de ± 0,25 mm. Al utilizar el control de altura de antorcha (THC) las
tolerancias son de ± 1 voltio.
Manténgase dentro de la gama de velocidades de desplazamiento para obtener cortes sin escorias.
Debido a los bajos caudales de gas asociados con el proceso de corte en 50A, la calidad inicial del corte puede
degradarse mientras se purga nitrógeno de la línea de gas al cambiar de preflujo a flujo de corte (hasta 2 segundos).
Para compensar esto, puede ya sea aumentar el retraso de movimiento de la máquina o bien aumentar la distancia de
entrada al empezar el corte.
Note que en algunos casos puede ser necesario bloquear el sistema de control de altura de la antorcha, para evitar
que la antorcha se clave sobre la placa de corte si se utiliza la opción de retraso de movimiento de la máquina.
Sobre el agua solamente