Aire, Acero al carbono, 3" bajo agua – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manual del usuario
Página 101: Sobre agua, Modo de operar, 100 a – plasma o, Gas protector aire
MODO DE OPERAR
23
HySpeed HT2000
Manual de Instrucciones
6-19
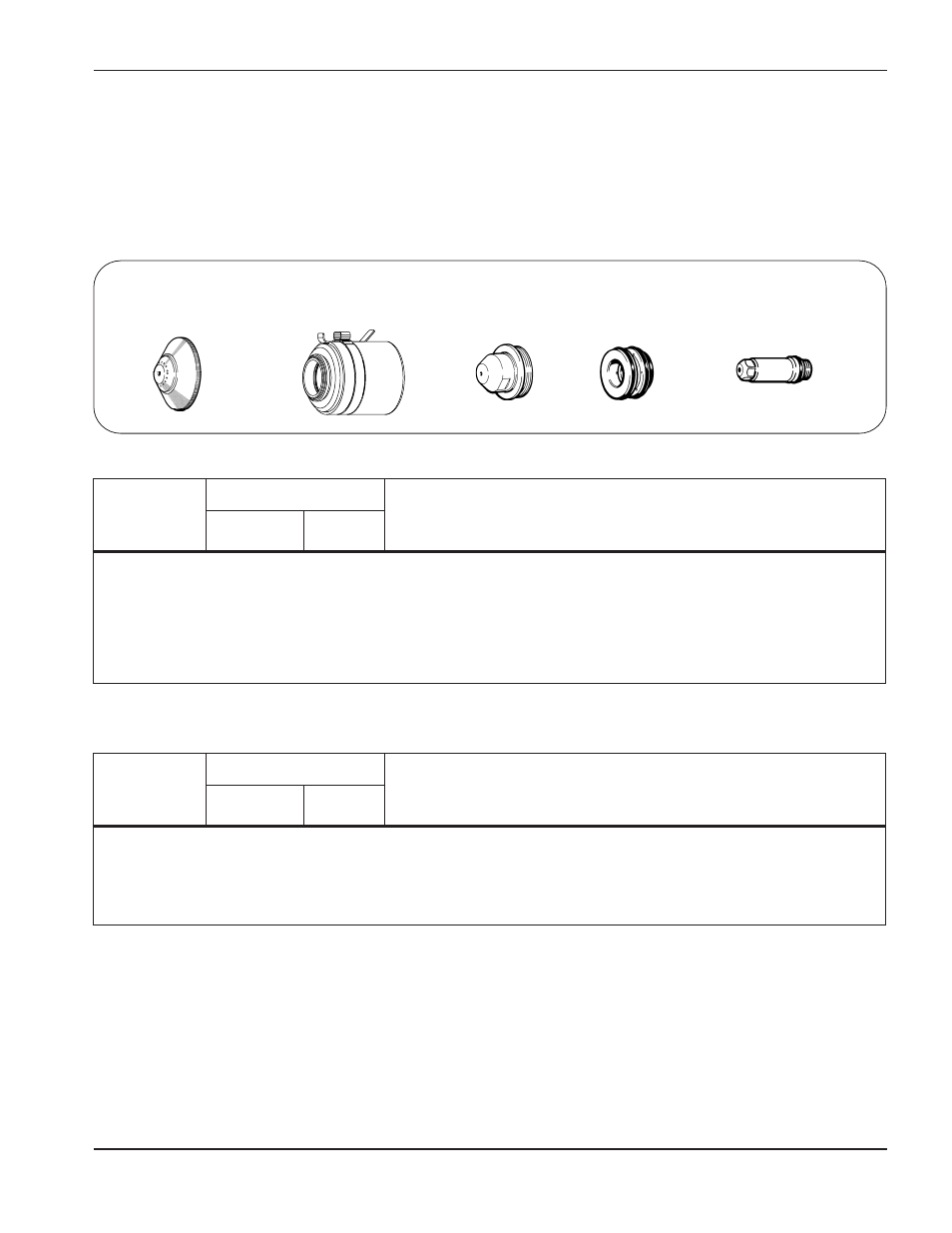
120547*
Electrodo
020690
Boquilla
120837
(a la derecha)
120838
(izquierda)
Capuchón de retención
020424
Aislador
020613
(a la derecha)
120252
(izquierda)
Difusor
Acero al carbono
100 A – Plasma O
2
/ gas protector aire
Esta combinación de gases provee una buena velocidad de corte, con bajo nivel de escorias y es muy económica.
Es posible que ocurra nitrificación en la superficie.
% Flujo del
Presión
Distancia
Altura inicial
Ajuste
Tiempo aprox.
gas plasma
del gas pro-
antorcha-
de la antorcha,
voltaje
Velocidad de
de retraso de
Espesor
Preflujo
Marcha
tector (Aire)
pieza
para perforar
de arco
desplazamiento
movimiento
del metal
(% O
2
% N
2
)
(% O
2
% N
2
)
(lbs/pulg.
2
/bares)
(mm)
(mm)
(V)
(mm/min)
(seg.)
3" bajo agua
% Flujo del
Presión
Distancia
Altura inicial
Ajuste
Tiempo aprox.
gas plasma
del gas pro-
antorcha-
de la antorcha,
voltaje
Velocidad de
de retraso de
Espesor
Preflujo
Marcha
tector (Aire)
pieza
para perforar
de arco
desplazamiento
movimiento
del metal
(% O
2
% N
2
)
(% O
2
% N
2
)
(lbs/pulg.
2
/bares)
(mm)
(mm)
(V)
(mm/min)
(seg.)
1
⁄
8
"
3 mm
7
28
36
0
60/4
2,5
5
125
6100
0,0
3
⁄
16
"
5 mm
3
6
125
4570
0,0
1
⁄
4
"
6 mm
7/32
21
130
3
6
125
3050
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
130
2280
0,5
1
⁄
2
"
12 mm
3
6
130
1520
5
⁄
8
"
15 mm
4
8
140
1140
3
⁄
4
"
20 mm
5
10
145
760
Nota:
Fije la presión de entrada del oxígeno gas plasma a 8,3 bar.
Fije la presión de entrada del nitrógeno gas plasma a 8,3 bar.
Fije la presión de entrada del gas protector a 6,2 bar.
No se recomienda corte de producción arriba de un espesor de 10 mm.
* Para hacer máxima la vida útil de los consumibles, modifique el “Lead-in” (la parte de chatarra metálica donde se
comienza haciendo una perforación) para comenzar y termine usando un “Lead-out” (otra parte de chatarra
metálica para terminar) y así reducir los errores de disminución paulatina. Para cortes de tiras u otras aplicaciones
donde es dificultoso conseguir una disminución paulatina apropiada, use el electrodo N/P 120667 en vez del
electrodo N/P 120547.
1
⁄
8
"
3 mm
7
28
36
0
60/4
2
4
125
5580
3
⁄
16
"
5 mm
3
6
125
4060
0,5
1
⁄
4
"
6 mm
7/32
21
130
3
6
125
2790
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
130
2160
0,5
1
⁄
2
"
12 mm
3
6
135
1520
Sobre agua