4 ejec uc ión pgm – HEIDENHAIN iTNC 530 (340 422) ISO programming Manual del usuario
Página 471
HEIDENHAIN iTNC 530
471
1
1
.4 Ejec
uc
ión pgm
U
U
U
U
Seleccionar la primera frase del programa actual como inicio para el
proceso hasta una frase: Introducir GOTO "0".
U
U
U
U
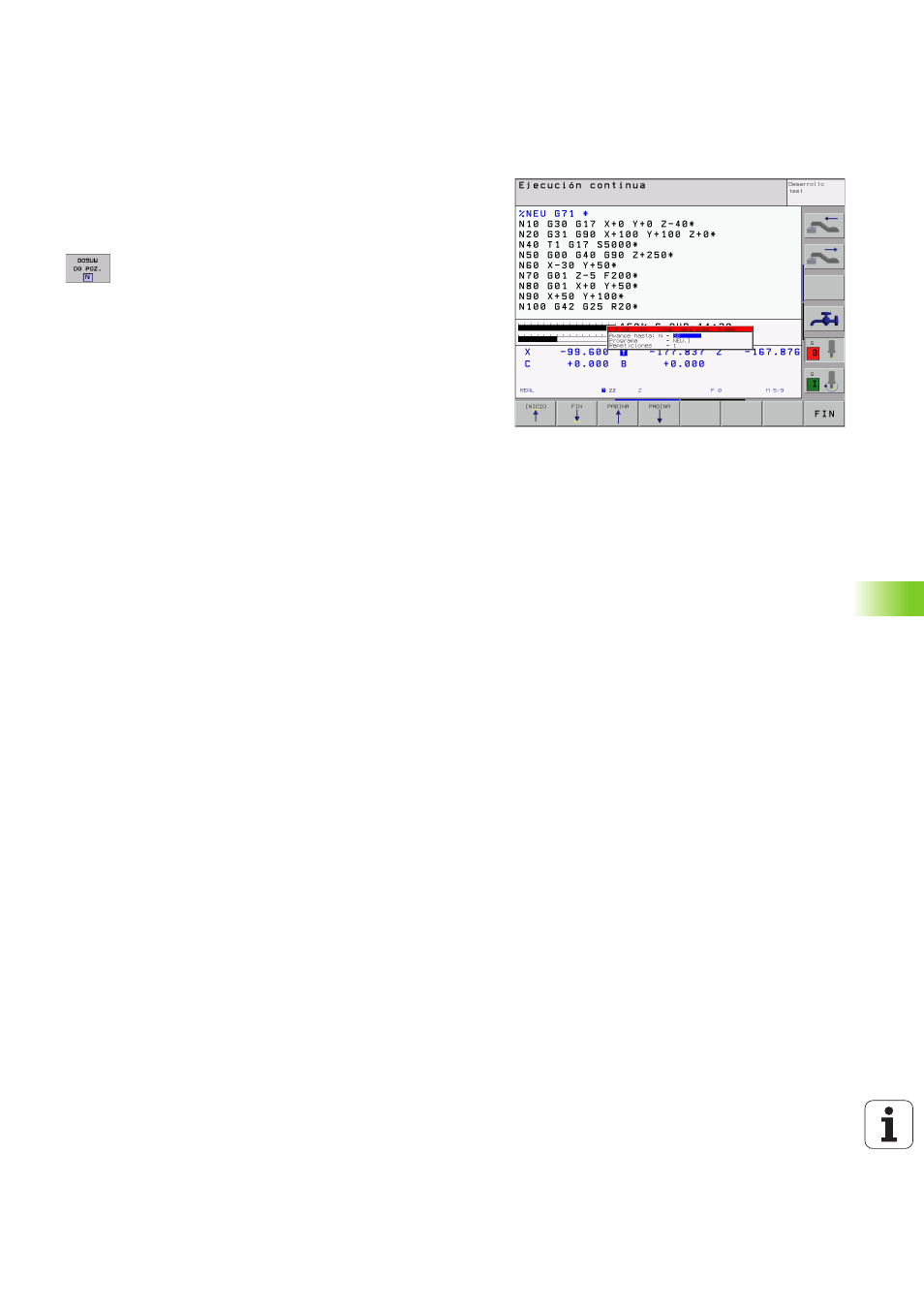
Seleccionar el avance hasta una frase: Pulsar softkey AVANCE
HASTA FRASE N
U
U
U
U
Avance hasta N
: Introducir el número N de la frase, en
el cual debe finalizar el proceso
U
U
U
U
Programa
: Introducir el nombre del programa en el cual
se encuentra la frase N
U
U
U
U
Repeticiones:
Introducir el nº de repeticiones que
deben tenerse en cuenta en el proceso hasta una
frase, en el caso de que el bloque N se encuentre
dentro de una repetición parcial del programa
U
U
U
U
PLC CONECTADO/DESCONECTADO: Para tener en
cuenta las llamadas a la hta. y las funciones auxiliares
M debe estar CONECTADO el PLC (con la tecla ENT
se conmuta entre CONECTADO y
DESCONECTADO). PLC en OFF tiene en cuenta a
continuación la geometría del programa NC, en este
caso la herramienta del cabezal debe corresponderse
con la herramienta llamada en el programa
U
U
U
U
Iniciar el proceso hasta una frase: Pulsar la tecla
externa START.
U
U
U
U
Llegada al contorno: véase “Reentrada al contorno”