1 trabajar con ciclos, Definir el ciclo mediante softkeys, 1 t rabajar con ciclos 8.1 trabajar con ciclos – HEIDENHAIN iTNC 530 (340 422) ISO programming Manual del usuario
Página 224
224
8 Programación: Ciclos
8.1 T
rabajar con ciclos
8.1 Trabajar con ciclos
Los trabajos que se repiten y que comprenden varios pasos de
mecanizado, se memorizan en el TNC como ciclos. También las
traslaciones de coordenadas y algunas funciones especiales están
disponibles como ciclos (véase la tabla en la siguiente página).
Los ciclos de mecanizado con números a partir del 200 emplean
parámetros Q como parámetros de transmisión. Las funciones que
son comunes en los diferentes ciclos, tienen asignado un mismo
número de Q: p.ej. Q200 es siempre la distancia de seguridad, Q202
es siempre la profundidad de pasada, etc.
Definir el ciclo mediante softkeys
U
U
U
U
La carátula de softkeys muestra los diferentes grupos
de ciclos
U
U
U
U
Seleccionar el grupo de ciclos, p.ej. ciclos de taladrado
U
U
U
U
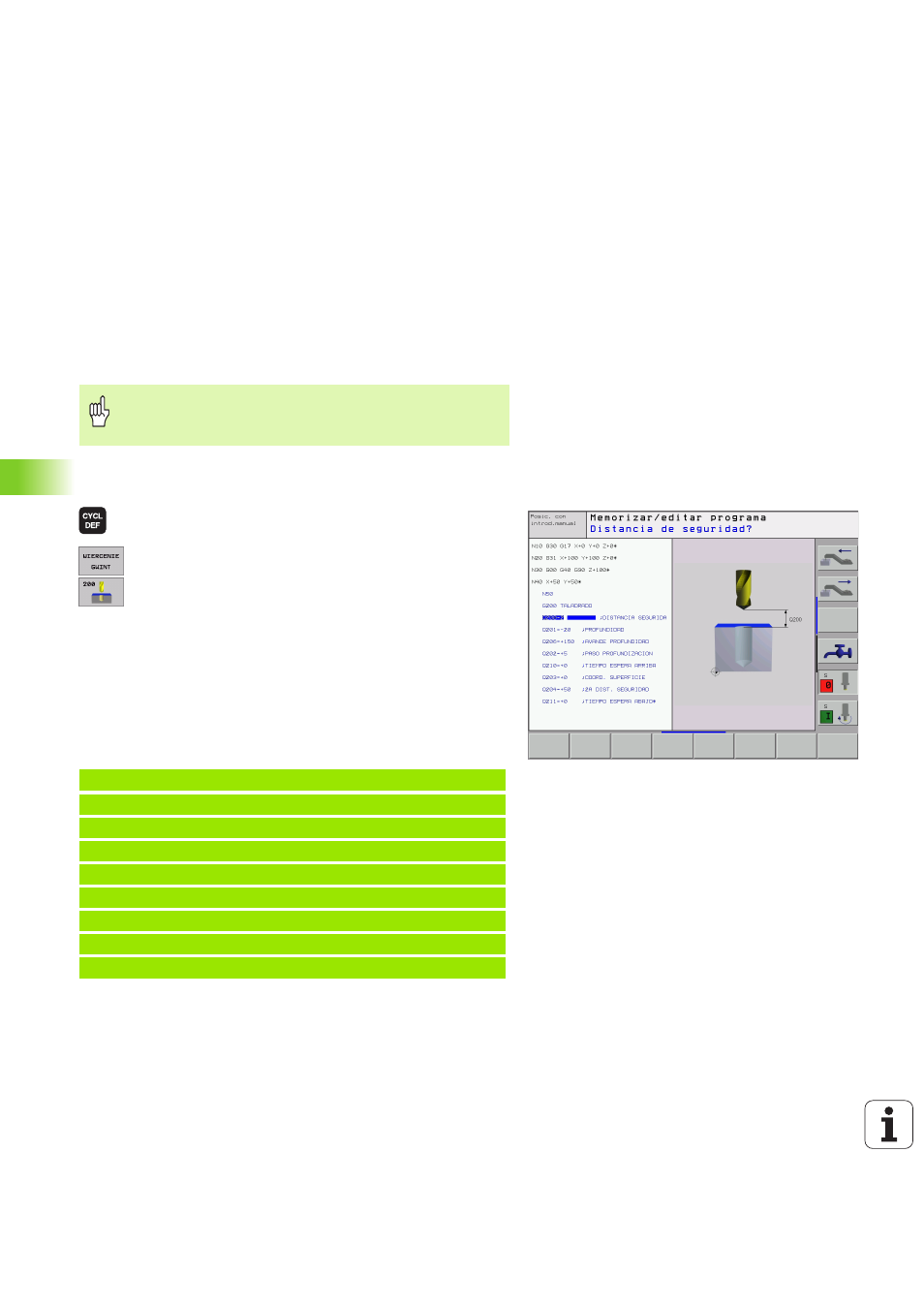
Seleccionar el ciclo, p.ej. TALADRADO. El TNC abre
un diálogo y pregunta por todos los valores de
introducción; simultáneamente aparece en la mitad
derecha de la pantalla un gráfico en el cual aparecen
los parámetros a introducir en color más claro
U
U
U
U
Introducir todos los parámetros solicitados por el TNC
y finalizar la introducción con la tecla ENT
U
U
U
U
El TNC finaliza el diálogo después de haber
introducido todos los datos precisos
Ejemplo de frase NC
¡Para evitar datos introducidos incorrectos en la definición
del ciclo, realizar un test gráfico del programa antes de su
ejecución (véase “Test del programa” en pág.463)!
N10 G200 TALADRADO
Q200=2
;DIST.-SEGURIDAD
Q201=3
;PROFUNDIDAD
Q206=150
;AVANCE AL PROFUNDIZAR
Q202=5
;PROFUNDIDAD DE PASO
Q210=0
;TIEMPO DE ESPERA ARRIBA
Q203=+0
;COORDENADA SUPERFICIE
Q204=50
;2A. DIST.DE SEGURIDAD
Q211=0.25
;TIEMPO DE ESPERA ABAJO