Programación de los movimientos de la herramienta, 5 abr ir e intr oducir pr ogr a mas – HEIDENHAIN iTNC 530 (340 422) ISO programming Manual del usuario
Página 103
HEIDENHAIN iTNC 530
103
4.5 Abr
ir e intr
oducir pr
ogr
a
mas
Programación de los movimientos de la herramienta
Para programar una frase, se selecciona una tecla de función DIN/ISO
en el teclado alfanumérico. También es posible emplear la tecla de
función de trayectoria gris, para mantener el código G correspondiente.
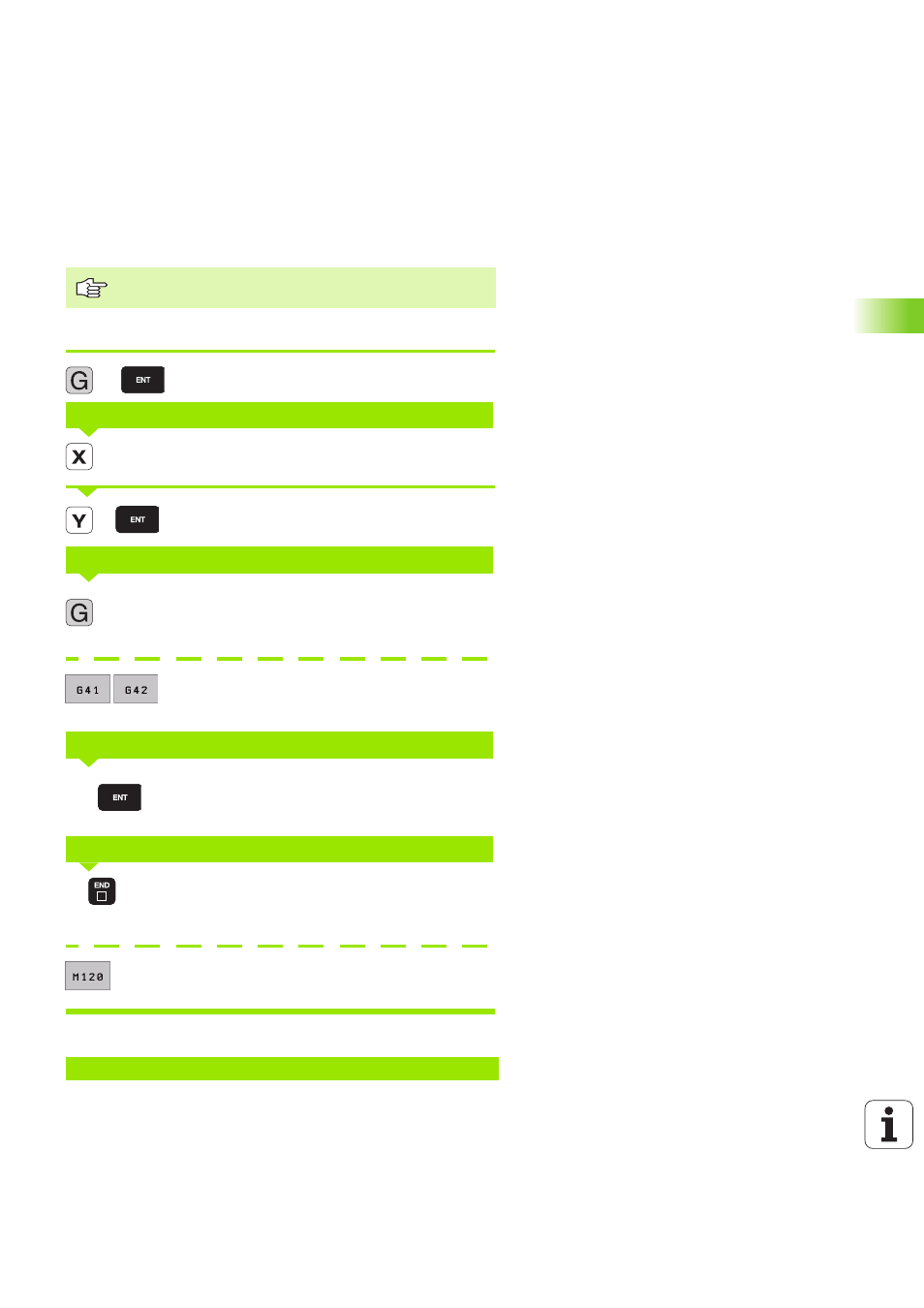
Ejemplo de una frase de posicionamiento
Abrir la frase
Introducir la coordenada del pto. final para el eje X
Introducir la coordenada del pto. final para el eje Y, y
pasar con la tecla ENT a la siguiente pregunta
Desplazar sin la corrección de radio de la herramienta:
confirmar con la tecla ENT, o
Desplazarse por la izquierda o por la derecha del
contorno programado: seleccionar G41 o G42 por
softkey
Confirmar el avance para este movimiento de
trayectoria 750 mm/min, confirmar con la tecla ENT
Introducir la función adicional deseada (por ej. M3
cabezal activado) y finalizar y guardar la frase con la
tecla END
Seleccionar la función auxiliar visualizada por el TNC
en la función de softkey
La ventana del programa indica la frase:
Tener en cuenta que las mayúsculas estén activadas.
COORDENADAS ?
TRAYECTORIA PUNTO MEDIO DE FRESADO
AVANCE ? F=
FUNCIÓN AUXILIAR M ?
N30 G01 G40 X+10 Y+5 F100 M3 *
1
10
5
40
750
3