HEIDENHAIN iTNC 530 (340 422) ISO programming Manual del usuario
Página 273
HEIDENHAIN iTNC 530
273
8.3 Ciclos par
a
taladr
ado
, r
o
scado y fr
esado de r
o
sca
U
U
U
U
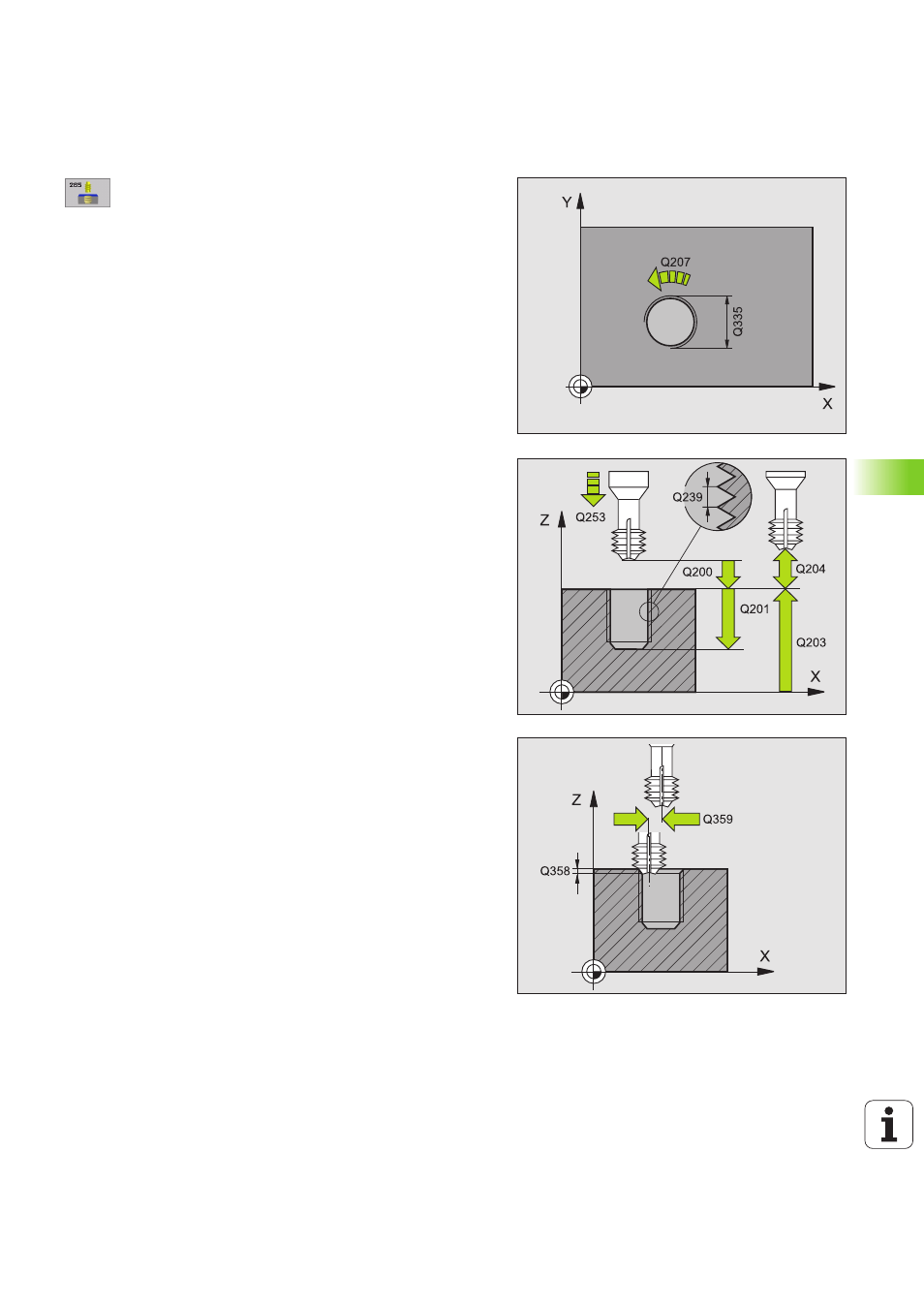
Diámetro nominal
Q335: Diámetro nominal de rosca
U
U
U
U
Paso de rosca
Q239:Paso de la rosca. El signo
determina si el roscado es a derechas o a izquierdas:
+= roscado a derechas
- = roscado a izquierdas
U
U
U
U
Profundidad de roscado
Q201 (valor incremental):
Distancia de la superficie de la pieza a la base del
roscado
U
U
U
U
Avance de preposicionamiento
Q253: Velocidad de
desplazamiento de la hta. al profundizar en la pieza o
bien al salir de la pieza en mm/min
U
U
U
U
Profundidad de fresado frontal
Q358 (valor
incremental): Distancia entre la superficie de la pieza
y el extremo de la herramienta en la profundización
frontal
U
U
U
U
Desvío en la profundización frontal
Q359 (valor
incremental): Distancia a la que el TNC desplaza el
centro de la herramienta desde el centro del taladro
U
U
U
U
Proceso de rebaje
Q360: Ejecución del chaflán
0 = antes del mecanizado de rosca
1 = después el mecanizado de rosca
U
U
U
U
Distancia de seguridad
Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza