Instrucciones de programación – HEIDENHAIN iTNC 530 (340 422) ISO programming Manual del usuario
Página 422
422
10 Programación: Parámetros Q
1
0
.1 Pr
incipio de funcionamient
o
y r
e
sumen de funciones
10.1 Principio de funcionamiento y
resumen de funciones
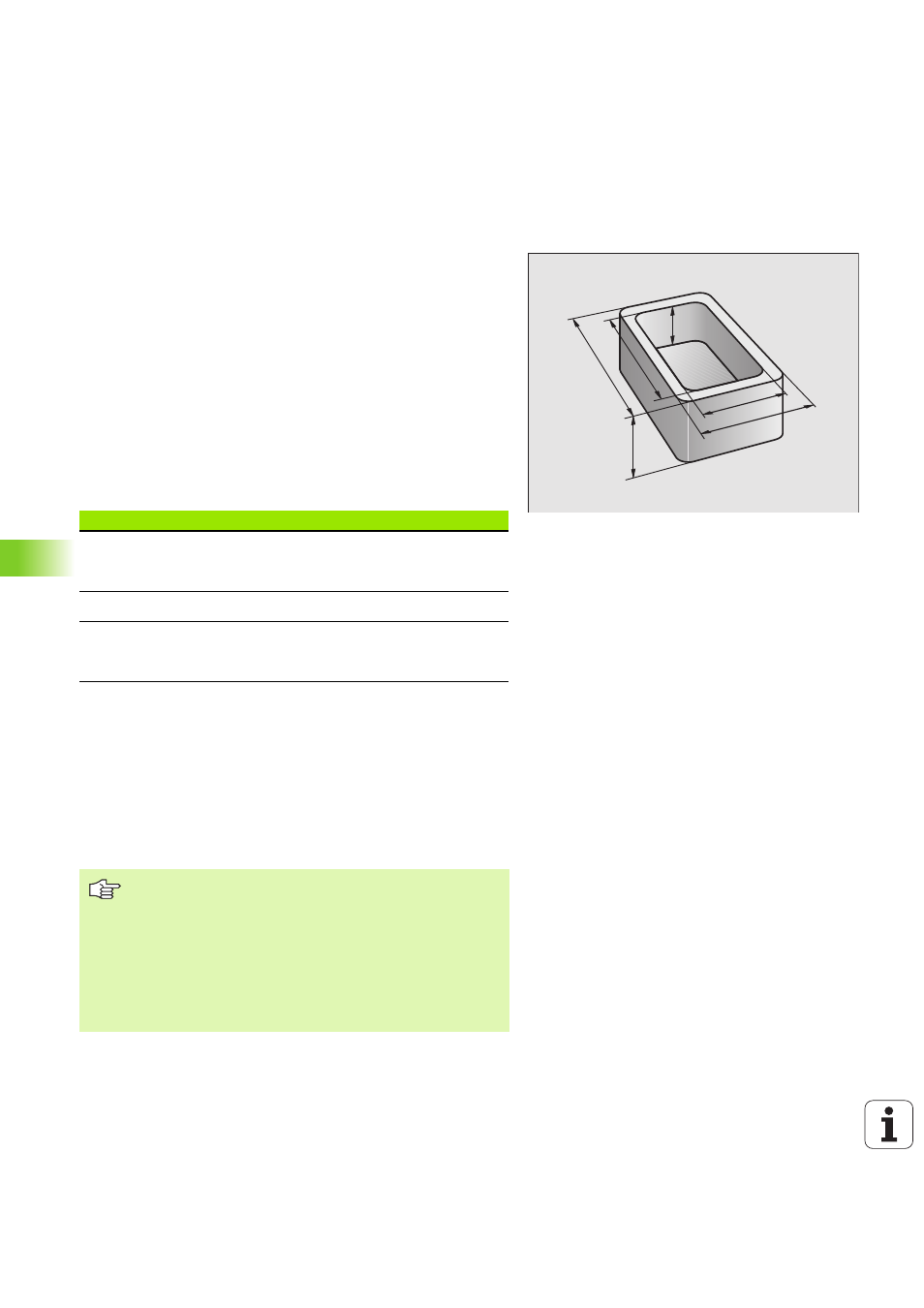
Con los parámetros Q se puede definir en un programa de mecanizado
una familia completa de piezas. Para ello en vez de valores numéricos
se introducen parámetros Q.
Los parámetros Q se utilizan por ejemplo para
n
Valores de coordenadas
n
Avances
n
Revoluciones
n
Datos del ciclo
Además con los parámetros Q se pueden programar contornos
determinados mediante funciones matemáticas o ejecutar los pasos
del mecanizado que dependen de condiciones lógicas.
Un parámetro Q se caracteriza por la letra Q y un número del 0 al 299.
Los parámetros Q se dividen en tres grupos:
Instrucciones de programación
Se pueden introducir mezclados en un programa parámetros Q y
valores numéricos.
A los parámetros Q se les puede asignar valores entre -99,999.9999 y
+99 999,9999. Internamente el TNC puede calcular valores numéricos
con una longitud de 57 bit delante y hasta 7 bit detrás del punto
decimal (32 bit de longitud numérica corresponden a un valor decimal
de 4 294 967 296).
Significado
Grupo
Parámetros de libre empleo que actúan de forma
global para todos los programas que se
encuentran en la memoria del TNC
Q0 a Q99
Parámetros para funciones especiales del TNC
Q100 a Q199
Parámetros que se emplean preferentemente
en ciclos y que actúan de forma global para todos
los programas que hay en la memoria del TNC
Q200 a Q399
Q4
Q2
Q3
Q1
Q5
Q6
El TNC asigna a ciertos parámetros Q siempre el mismo
dato, p.ej. al parámetro Q108 se le asigna el radio actual de
la hta., véase “Parámetros Q predeterminados” en pág.
441.
Si se utilizan los parámetros Q60 a Q99 en ciclos de
constructor, mediante el parámetro de máquina MP7251
se determina si dichos parámetros actúan sólo de forma
local en el ciclo o de forma global para todos los
programas.