Ejemplo: fresado de cajera, isla y ranura – HEIDENHAIN iTNC 530 (340 422) ISO programming Manual del usuario
Página 322
322
8 Programación: Ciclos
8.4 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
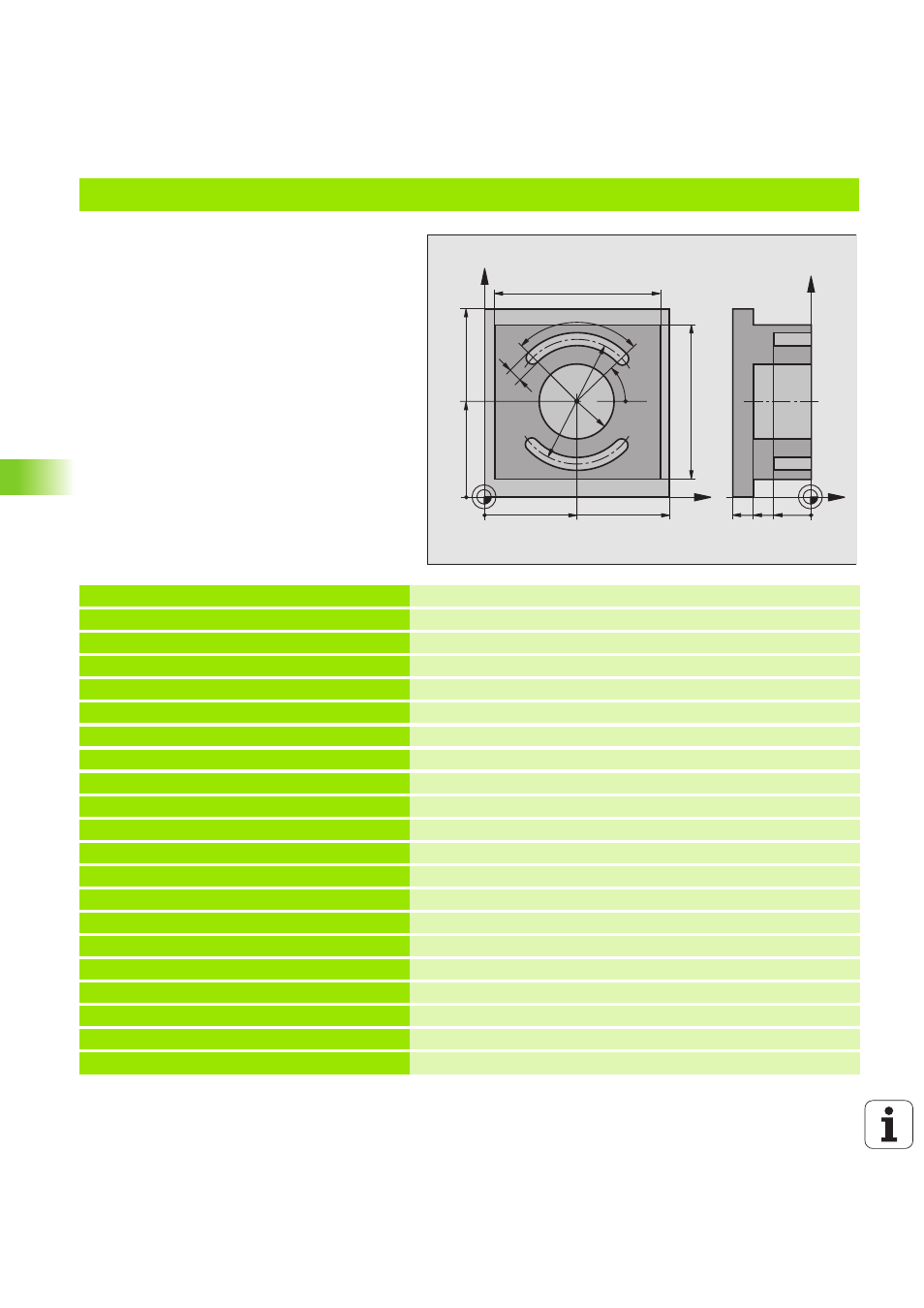
Ejemplo: Fresado de cajera, isla y ranura
%C210 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definición del bloque
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Definición de la hta. para el desbaste/acabado
N40 G99 T2 L+0 R+3 *
Definición de la hta. para el fresado de la ranura
N50 T1 G17 S3500 *
Llamada a la hta. para Desbaste/Acabado
N60 G00 G40 G90 Z+250 *
Retirar la herramienta
N70 G213 ACABADO DE ISLA
Definición del ciclo de mecanizado exterior
Q200=2
;DIST.-SEGURIDAD
Q201=-30
;PROFUNDIDAD
Q206=250
;PROFUNDIDAD DE PASO F
Q202=5
;PROFUNDIDAD DE PASO
Q207=250
;AVANCE FRESADO F
Q203=+0
;COORDENADAS SUPERFICIE
Q204=20
;2ª DISTANCIA DE SEGUR.
Q216=+50
;CENTRO 1ER. EJE
Q217=+50
;CENTRO 2º EJE
Q218=90
;LONGITUD LADO 1
Q219=80
;LONGITUD LADO 2
Q220=0
;RADIO DE LA ESQUINA
Q221=5
;SOBREMEDIDA
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30