1 t rabajar con ciclos – HEIDENHAIN iTNC 530 (340 422) ISO programming Manual del usuario
Página 225
HEIDENHAIN iTNC 530
225
8.1 T
rabajar con ciclos
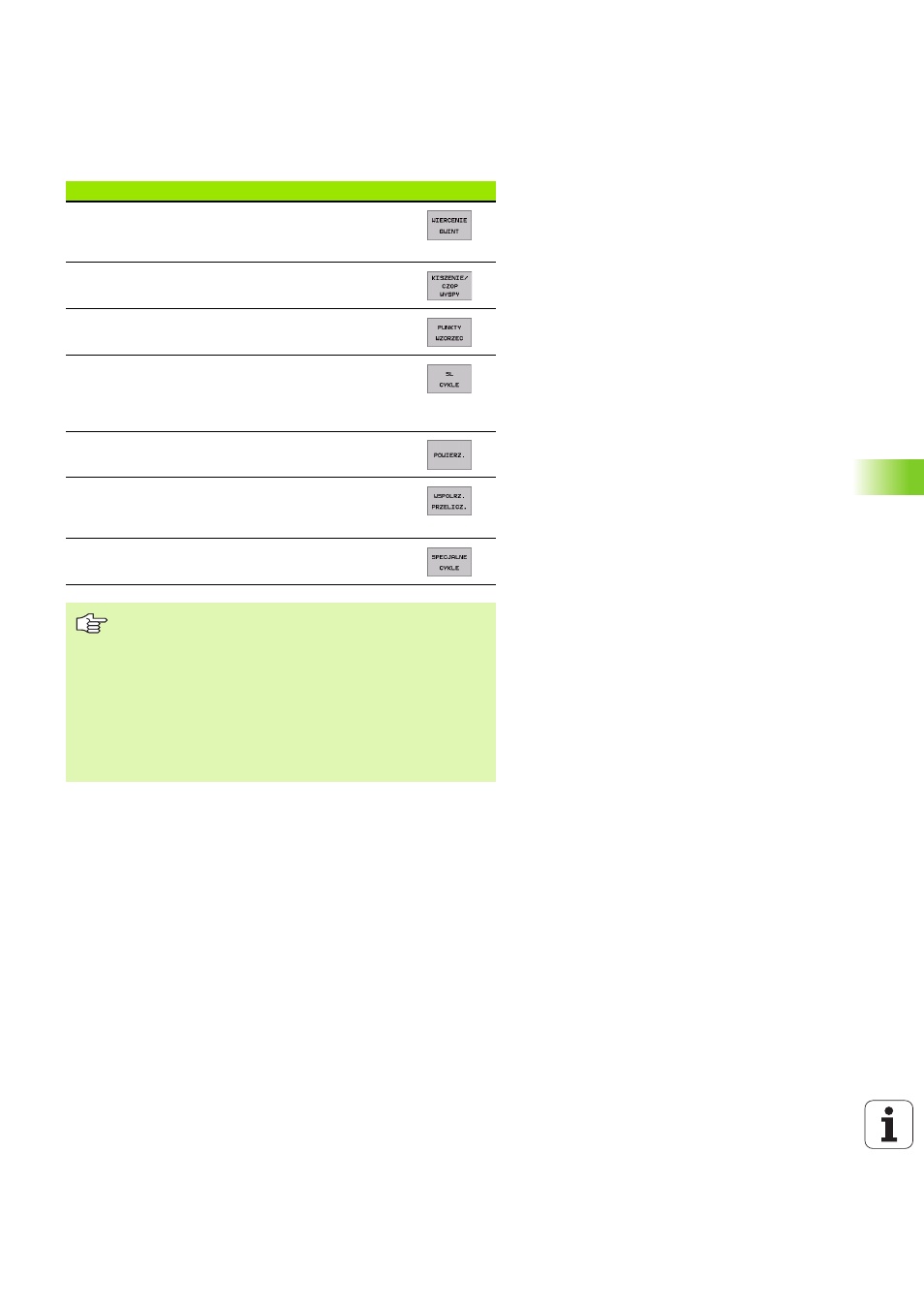
Grupo de ciclos
softkey
Ciclos para el fresado de cajeras, islas y ranuras
Ciclos para el trazado de figuras de puntos, p.ej. círculo
de taladros o línea de taladros
Ciclos para el planeado de superficies planas o unidas
entre si
Intervalo programado de ciclos especiales, llamada del
programa, orientación del cabezal, tolerancia
Cuando se utilizan asignaciones indirectas de parámetros
en ciclos de mecanizado con número mayor a 200 (p.ej.
D00 Q210 = Q1
), después de la definición del ciclo no tiene
efecto la modificación del parámetro asignado (p.ej. Q1).
En estos casos debe definirse directamente el parámetro
del ciclo (p.ej. D00 Q210 = 5).
Para poder ejecutar los ciclos de mecanizado G83 a G86,
G74 a G78 y G56 a G59 en los controles TNC antiguos,
deberá programarse en la distancia de seguridad y en la
profundidad de pasada un signo negativo.