Tolerancia (ciclo g62), 1 1 ciclos especiales – HEIDENHAIN iTNC 530 (340 422) ISO programming Manual del usuario
Página 402
402
8 Programación: Ciclos
8.1
1
Ciclos especiales
TOLERANCIA (ciclo G62)
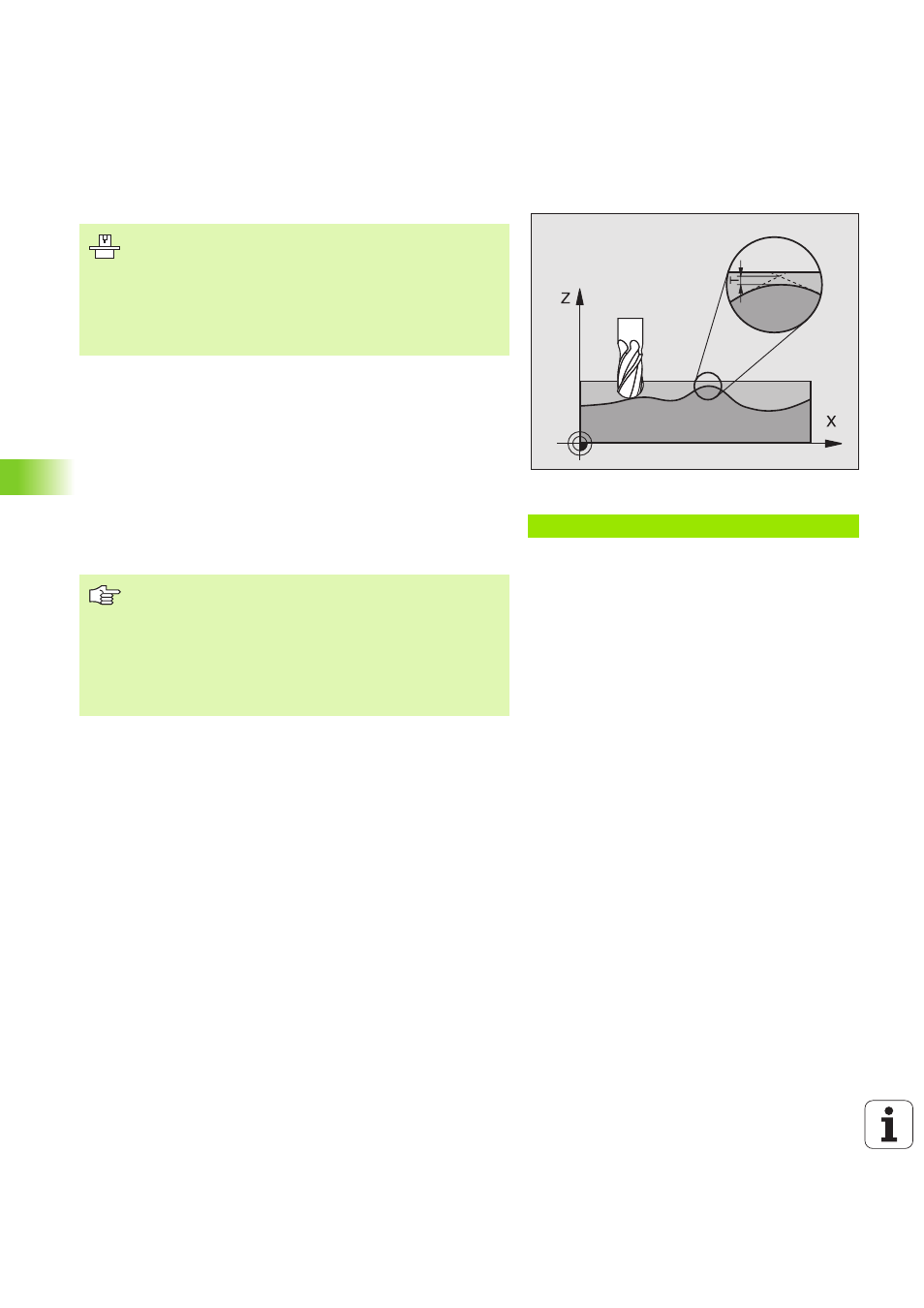
El TNC alisa automáticamente el contorno entre cualquier elemento
del mismo (sin o con corrección). De esta forma la hta. se desplaza de
forma continua sobre la superficie de la pieza. En caso necesario, el
TNC reduce automáticamente el avance programado, de forma que el
programa se pueda ejecutar siempre "libre de sacudidas" a la máxima
velocidad posible. La calidad de la superficie aumenta y se cuida la
mecánica de la máquina.
Mediante el alisamiento se produce una desviación del contorno. La
desviación del contorno (valor de tolerancia) está indicada por el
constructor de la máquina en un parámetro de máquina. Con el ciclo
G62
se puede modificar el valor de tolerancia previamente ajustado y
seleccionar diferentes filtros de ajustes.
Ejemplo: Frase NC
N78 G62 T0,05 P01 0 P02 5*
El constructor de la máquina prepara la máquina y el TNC.
Los parámetros del ciclo Acabado/DesbasteyTolerancia
para ejes basculantes
sólo pueden ser introducidos si en
la máquina está activo el filtro HSC (opción de
software 2). De lo contrario el TNC emite un aviso de
error. Póngase en contacto si es necesario con el
fabricante de su máquina.
Antes de la programación deberá tenerse en cuenta
El ciclo G62 se activa a partir de su definición, es decir,
actúa a partir de su definición en el programa.
El ciclo G62 se anula cuando se define de nuevo dicho ciclo
G62
y se confirma con NO ENT la pregunta del diálogo sobre
el VALOR DE TOLERANCIA. Si se anula, vuelve a estar
activada la tolerancia predeterminada: