Trayectoria circular g16 con unión tangencial, Hélice (helix) – HEIDENHAIN iTNC 530 (340 422) ISO programming Manual del usuario
Página 189
HEIDENHAIN TNC iTNC 530
189
6.5 Mo
vimient
o
s de tr
a
y
ect
o
ri
a - Coor
denadas polar
e
s
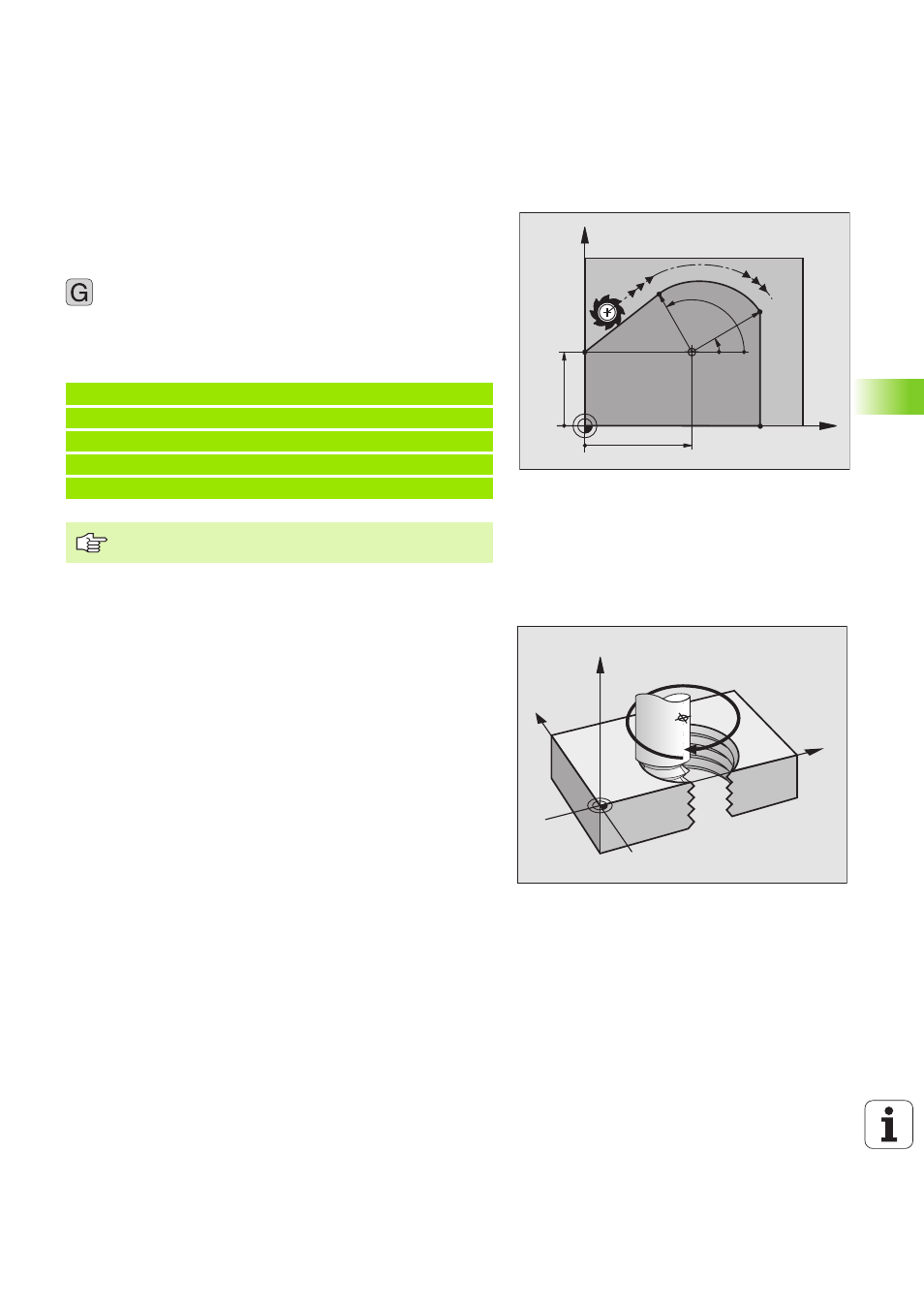
Trayectoria circular G16 con unión tangencial
La herramienta se desplaza según un círculo tangente a la trayectoria
anterior del contorno.
Programación
U
U
U
U
Radio en coordenadas polares R: Introducir la distancia
del punto final de la trayectoria circular al polo I, J
U
U
U
U
Angulo H en coordenadas polares: Posición angular del
punto final de la trayectoria circular
Ejemplo de frases NC
Hélice (Helix)
Una hélice se produce por la superposición de un movimiento circular
y un movimiento lineal perpendiculares. La trayectoria circular se
programa en un plano principal.
Los movimientos para la hélice sólo se pueden programar en
coordenadas polares.
Aplicación
n
Roscados interiores y exteriores de grandes diámetros
n
Ranuras de lubrificación
Cálculo de la hélice
Para la programación se precisa la indicación en incremental del
ángulo total, que recorre la herramienta sobre la hélice y la altura total
de la misma.
Para el mecanizado en la direc. de fresado de abajo a arriba se tiene:
N120 I+40 J+35 *
N130 G01 G42 X+0 Y+35 F250 M3 *
N140 G11 R+25 H+120 *
N150 G16 R+30 H+30 *
N160 G01 Y+0 *
¡El polo CC no es el punto central del círculo del contorno!
X
Y
40=I
35=J
30°
120°
R30
R25
16
Nº de pasos n
Pasos de roscado +sobrepaso al
principio y final del roscado
Altura total h
Paso P x nº de pasos n
Angulo total
incremental H
Número de pasos x 360° + ángulo para el
inicio de la rosca + ángulo para el sobrepaso
Coordenada Z inicial
Paso P x (pasos de rosca + sobrepaso al
principio del roscado)
Y
X
Z
I,J