Yx z – HEIDENHAIN PT 855 for Milling Manual del usuario
Página 7
I - 1
Principios básicos para la indicación de posiciones
8
Modo de empleo
POSITIP 855
Principios básicos para la indicación de posiciones
Fijar el punto de referencia
Para el mecanizado de un pieza, en el plano se indica un elemento de
la forma de la pieza (normalmente una esquina de la pieza) como
"punto de referencia absoluto" y también uno o más elementos de la
pieza como puntos de referencia relativos.
Mediante el proceso de fijar el punto de referencia, a dichos puntos
de referencia se les asigna el origen del sistema de coordenadas
absoluto o relativo: la pieza se coloca - paralela a los ejes de la máquina
- respecto a una posición relativa de la herramienta y se fijan las
visualizaciones de los ejes a cero o al valor de posición correspondiente
(p.ej. para tener en cuenta el radio de la herramienta).
Ejemplo: plano con varios puntos de referencia relativos
(según la norma DIN 406, parte 11; figura 171)
Y
X
Z
0
325
450
700
900
950
0
320
750
1225
300±0,1
0
150
-150
0
0
216,5
250
-250
-125
-216,5
0
-125
-216,5
-250
250
125
216,5
125
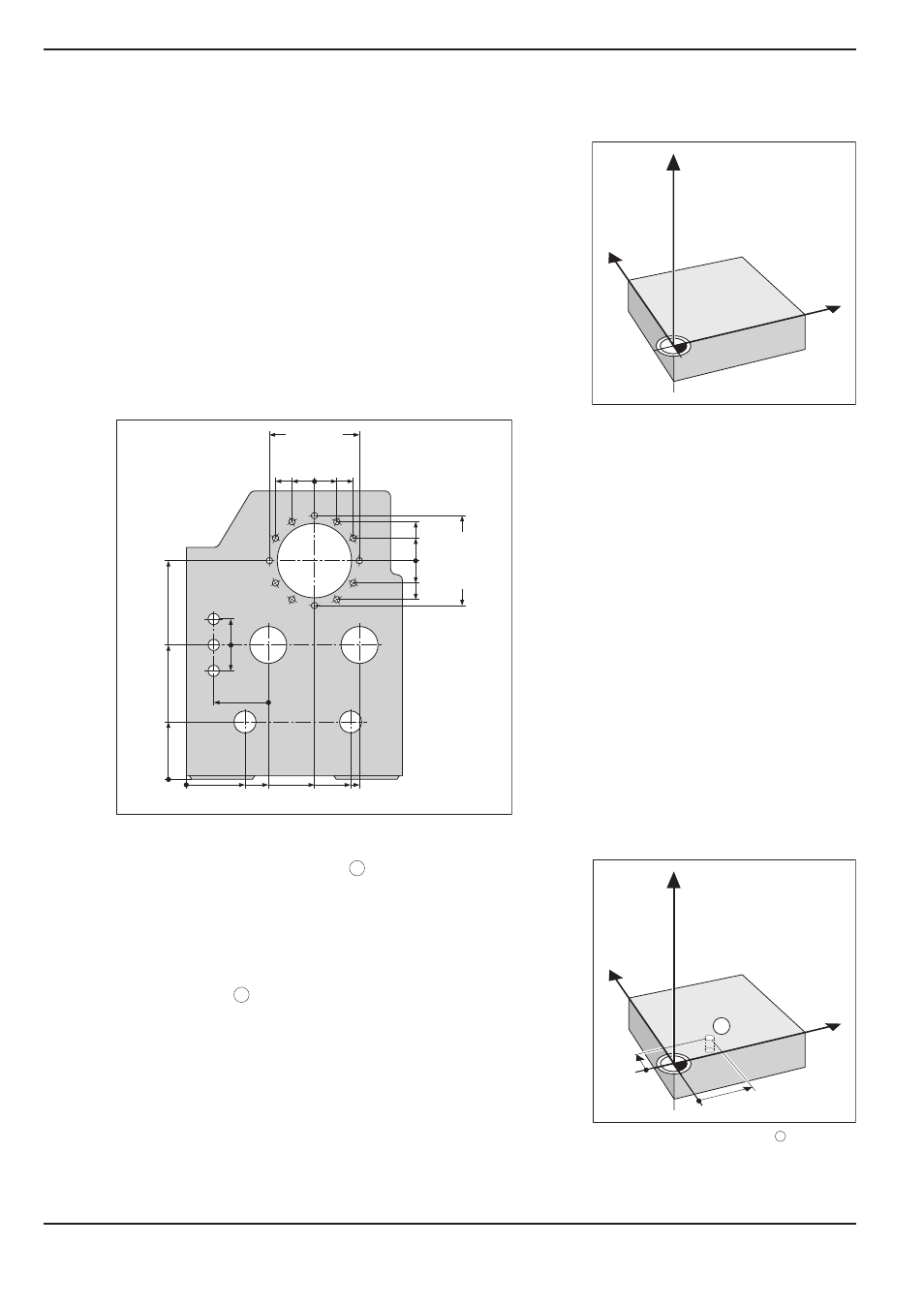
Ejemplo:Coordenadas del taladro 1 :
X =
10 mm
Y =
5 mm
Z =
0 mm (prof. del taladro: Z = – 5 mm)
El punto cero del sistema de coordenadas cartesianas
se encuentra a una distancia de 10 mm en el eje X y a
a 5 mm en el eje Y en dirección negativa desde el
taladro 1 .
La forma más fácil de fijar los puntos de referencia es con un
palpador de aristas KT de HEIDENHAIN en unión con las funciones
de palpación del POSITIP.
Y
X
Z
1
10
5
Fig. 3:
El origen del sistema de coordenadas
cartesianas y el punto cero de la pieza
Fig. 4:
El taladro en la posición 1 se deter-
mina en el sistema de coordenadas