Posición inicial, Profundidad de fresado – HEIDENHAIN PT 855 for Milling Manual del usuario
Página 43
I - 3
Trabajar con el POSITIP – Figura de taladros
44
Modo de empleo
POSITIP 855
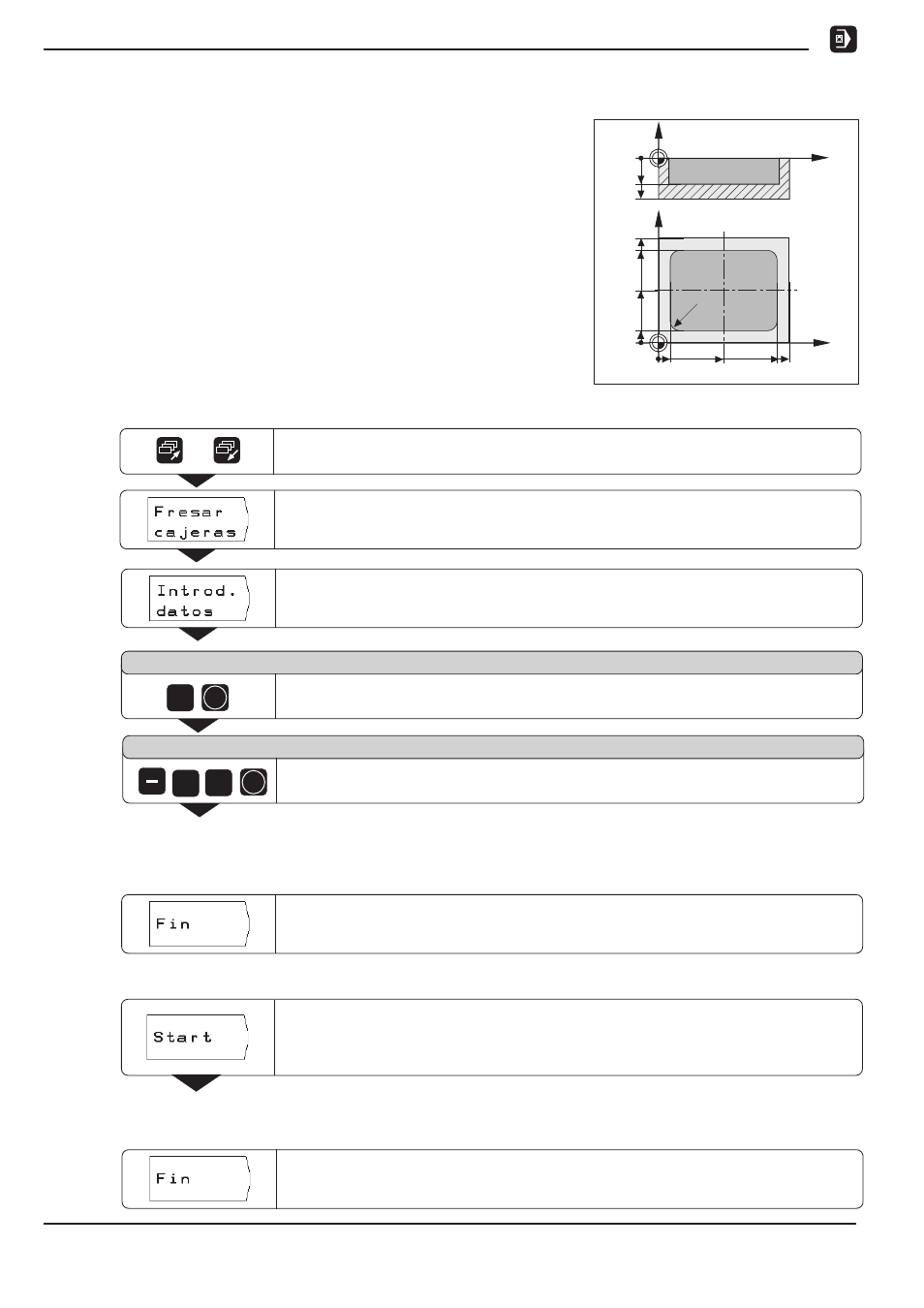
Ejemplo: Introducción y fresado de una cajera rectangular
Posición inicial:
2 mm
Profundidad de fresado:
– 20 mm
Centro de la cajera X:
50 mm
Centro de la cajera Y:
40 mm
Longitud lado X:
80 mm
Longitud lado Y:
60 mm
Dirección:
0: IGUAL
Sobremedida:
0.5
mm
Pasar a la segunda carátula de softkeys.
/
Seleccionar el ciclo
Cajera rectangular
.
Posición inicial ?
Introducir la
Posición inicial
( 2 mm ).
Confirmar la introducción.
Profundidad de fresado ?
Introducir la
Profundidad de fresado
( – 20 mm ).
Confirmar la introducción.
0
ENT
ENT
2
Y
X
10
0
90
100
0
70
–20
80
Z
X
–30
0
10
R10
50
40
Seleccionar la
Introducción de datos
.
Finalizar la introducción de datos.
2
•
•
•
Fresado de cajeras rectangulares
1er paso: Introducción de una cajera rectangular
Modo de funcionamiento:
RECORRIDO RESTANTE
•
•
•
Una vez realizado el desbaste completo de la cajera se finaliza el ciclo.
Una vez introducidos todos los datos: Iniciar el ciclo
Cajera rectangular
y
posicionar los ejes mediante el "Desplazamiento a cero".
Se puede introducir cualquier aproximación en el eje de la herramienta.
2º paso: Fresado de una cajera rectangular