Fresado de cajeras rectangulares en un programa, Fresado de una cajera rectangular en un programa – HEIDENHAIN PT 855 for Milling Manual del usuario
Página 59
I - 4
Programación del POSITIP
60
Modo de empleo
POSITIP 855
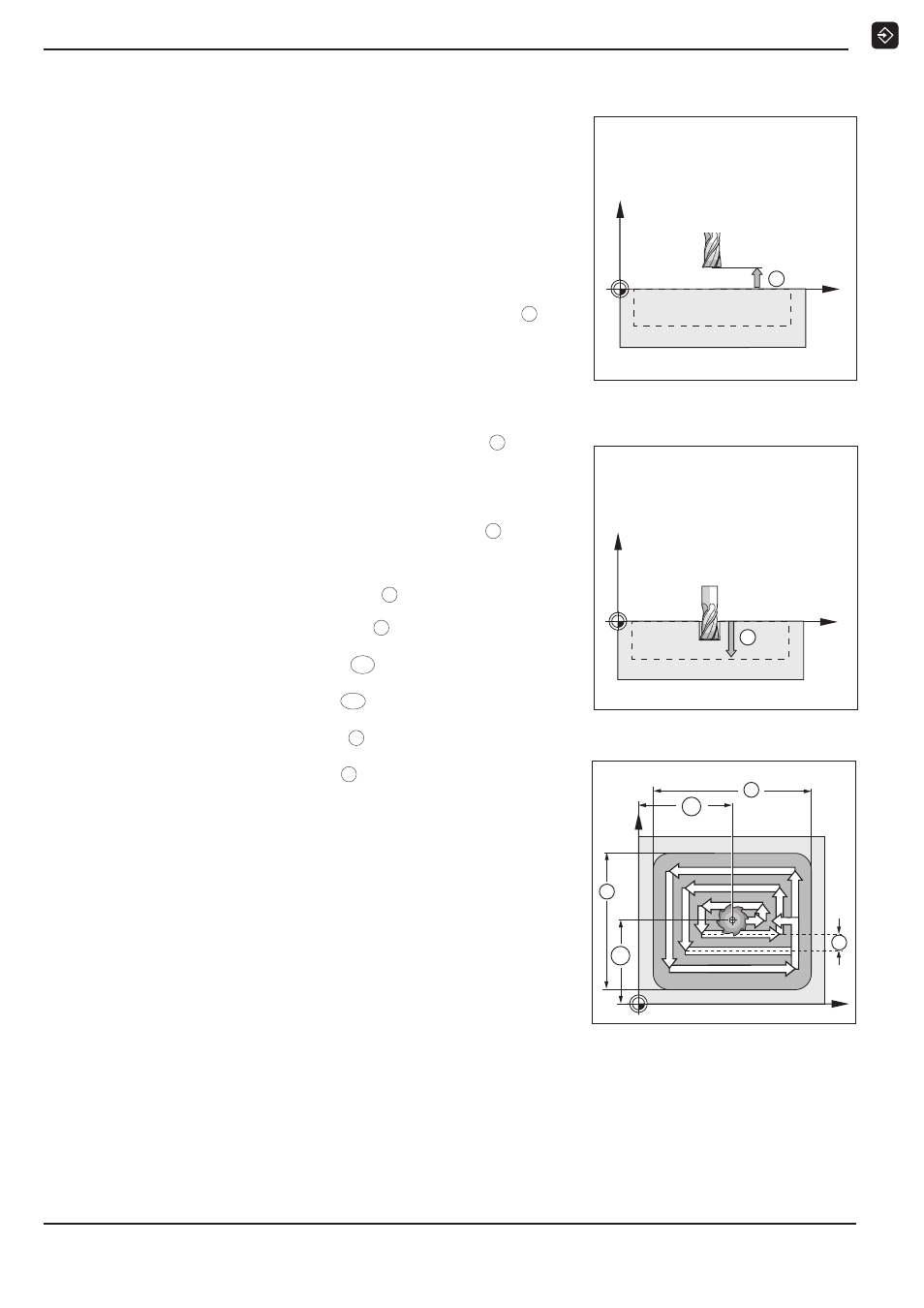
Fresado de una cajera rectangular en un programa
El POSITIP facilita el desbaste de cajeras rectangulares: Sólo se
introducen las dimensiones de la cajera rectangular y el POSITIP
calcula los recorridos de desbaste.
Desarrollo del ciclo
El desarrollo del ciclo se representa en las figuras 7.6, 7.7 y 7.8 .
I
:
El POSITIP indica los recorridos restantes hasta el
posicionamiento de la herramienta sobre la posición inicial
A
:
Primero en el eje de la herramienta, y a continuación en el plano
de mecanizado hacia el centro de la cajera.
II
:
Desbaste de la cajera sobre la trayectoria representada en la figura
(la figura 7.8 muestra un fresado sincronizado). En el plano de
mecanizado se realiza la aproximación según el radio
R
de la
herramienta. La aproximación en el eje de la hta. puede ser
cualquiera..
III
:
Este proceso se repite hasta alcanzar la profundidad
B
programada.
Introducciones en el ciclo
5.0 CAJERA RECTANGULAR
•
Posición inicial -
POS. INICIAL.
A
(introducir en coordenadas absolutas, referidas al punto cero)
•
Profundidad de fresado -
PROF.
B
(introducir en coordenadas absolutas, referidas al punto cero)
•
Centro de la cajera X -
POSX
MX
Centro de la cajera en el eje principal del plano de mecanizado.
•
Centro de la cajera Y -
POSY
MY
Centro de la cajera en el eje auxiliar del plano de mecanizado.
•
Longitud lado X -
LONG. X
X
Longitud de la cajera en la dirección del eje principal.
•
Longitud lado Y -
LONG. Y
Y
Longitud de la cajera en la dirección del eje auxiliar.
•
Dirección
DIRECC.
Valor de introducción 0: Fresado sincronizado (en la figura 7.8:
en sentido antihorario)
Valor de introducción 1: Fresado a contramarcha
(sentido horario)
•
Sobremedida -
SOBREM.
Sobremedida en el plano de mecanizado.
Fig. 7.6: Paso
I
en el ciclo
5.0 CAJERA RECTANGULAR
I
Z
A
X
II
Z
B
X
Fig. 7.8: Paso
III
en el ciclo
5.0 CAJERA RECTANGULAR
III
MY
R
Y
X
MX
Y
X
Fig. 7.7: Paso
II
en el ciclo
5.0 CAJERA RECTANGULAR