HEIDENHAIN PT 855 for Milling Manual del usuario
Página 56
I - 4
Programación del POSITIP
POSITIP 855
Modo de empleo
57
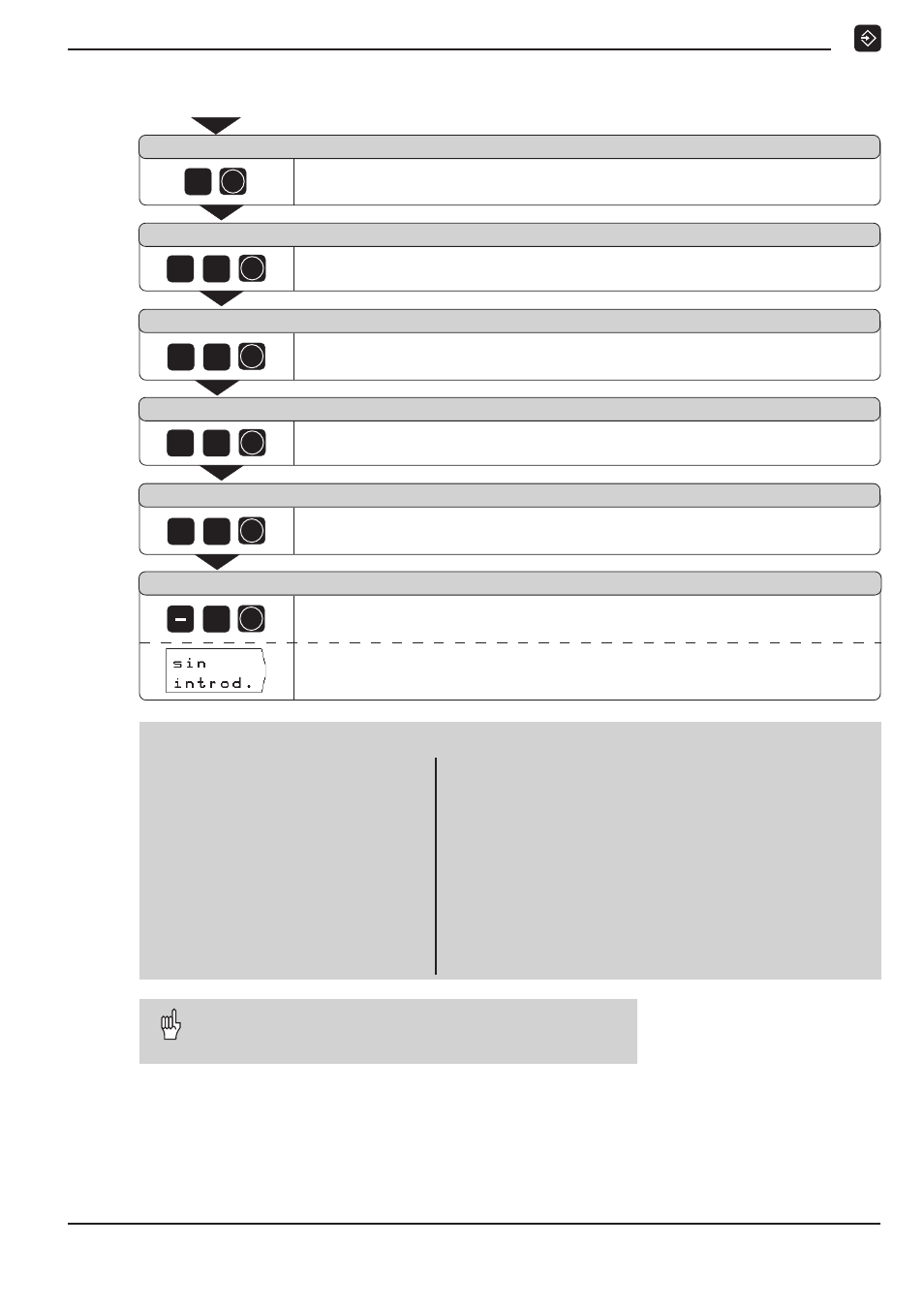
Figura de taladros en un programa
8
ENT
5
0
ENT
Punto medio Y ?
5
0
ENT
2
0
ENT
Angulo de inicio ?
3
0
ENT
5
ENT
Frases del programa
0
BEGIN PGM 20 MM
Principio de pgm, número pgm y sistema métrico
1
Z+20.000
Altura de seguridad
2
CYCL 1.0 CIRCULO COMPL.
Seguimiento de los datos del ciclo para un círculo completo
3
CYCL 1.1 NUM
8
Número de taladros
4
CYCL 1.2 CCX
+50.000
Coordenada X del pto. central del círculo de taladros
5
CYCL 1.3 CCY
+50.000
Coordenada Y del pto. central del círculo de taladros
6
CYCL 1.4 RAD
20.000
Radio
7
CYCL 1.5 START
+30.000
Angulo inicial del primer taladro
8
CYCL 1.6 PROFU. –5.000
Profundidad del taladro
9
Z+20.000
Altura de seguridad
10
END PGM 20 MM
Final del pgm, número del pgm y sistema métrico
Para un Segmento de círculo (
CYCL 2.0 SEG CIRCL.
)
además del ángulo inicial también se introduce el paso angular
(
PASO
) entre los taladros.
El círculo de taladros se ejecuta en el modo de funcionamiento
EJECUTAR PROGRAMA
.
Sin indicación
para la
Profundidad del taladro
, p.ej. en el caso de
que los taladros se realizan a diferentes profundidades.
Número de taladros ?
Punto medio X ?
R a d i o ?
Profundidad del taladro ?
Introducir la coordenada Y del pto. central del círculo de taladros (
CCY = 50
mm).
Confirmar la introducción.
Introducir el
Número de taladros
(
NUM. = 8
).
Confirmar la introducción.
Introducir la coordenada X del pto. central del círculo de taladros (
CCX = 50
mm).
Confirmar la introducción
Introducir el
Radio
del círculo de taladros (
RAD = 20
mm ).
Confirmar la introducción.
Introducir el
Angulo inicial
entre el eje X y el primer taladro (
INICI. =
30°
). Confirmar la introducción.
Introducir la
Profundidad del taladro
(
PROF. = – 5
mm ).
Confirmar la introducción.