Hypertherm HPR400XD Auto Gas Manual del usuario
Página 73
InstalacIón
HPR400XD Auto Gas –
806163 Revisión 3
3-31
Notas a la lista de acometidas del cable de interfaz CNC
Nota 1.
Entradas fotoacopladas. Necesitan 24 VCD a 7,3 mA o cierre a contacto seco.
La vida del relé exterior puede
optimizarse adicionando un capacitor de poliéster metalizado (0,022 µF, 100 V o mayor) en paralelo con los
contactos.
Nota 2.
Salidas fotoacopladas a transistores colector abierto. La capacidad máxima es 24 VCD a 10 mA.
Nota 3. El avance de máquina puede seleccionarse y se usa para configuraciones con varios sistemas de plasma.
Nota 4.*
+24 VCD CNC da 24 VCD al máximo de 200 mA. Para usar la alimentación de 24 V se necesita un puente
en J304.
* Ver ejemplo 1 en la página 3-33
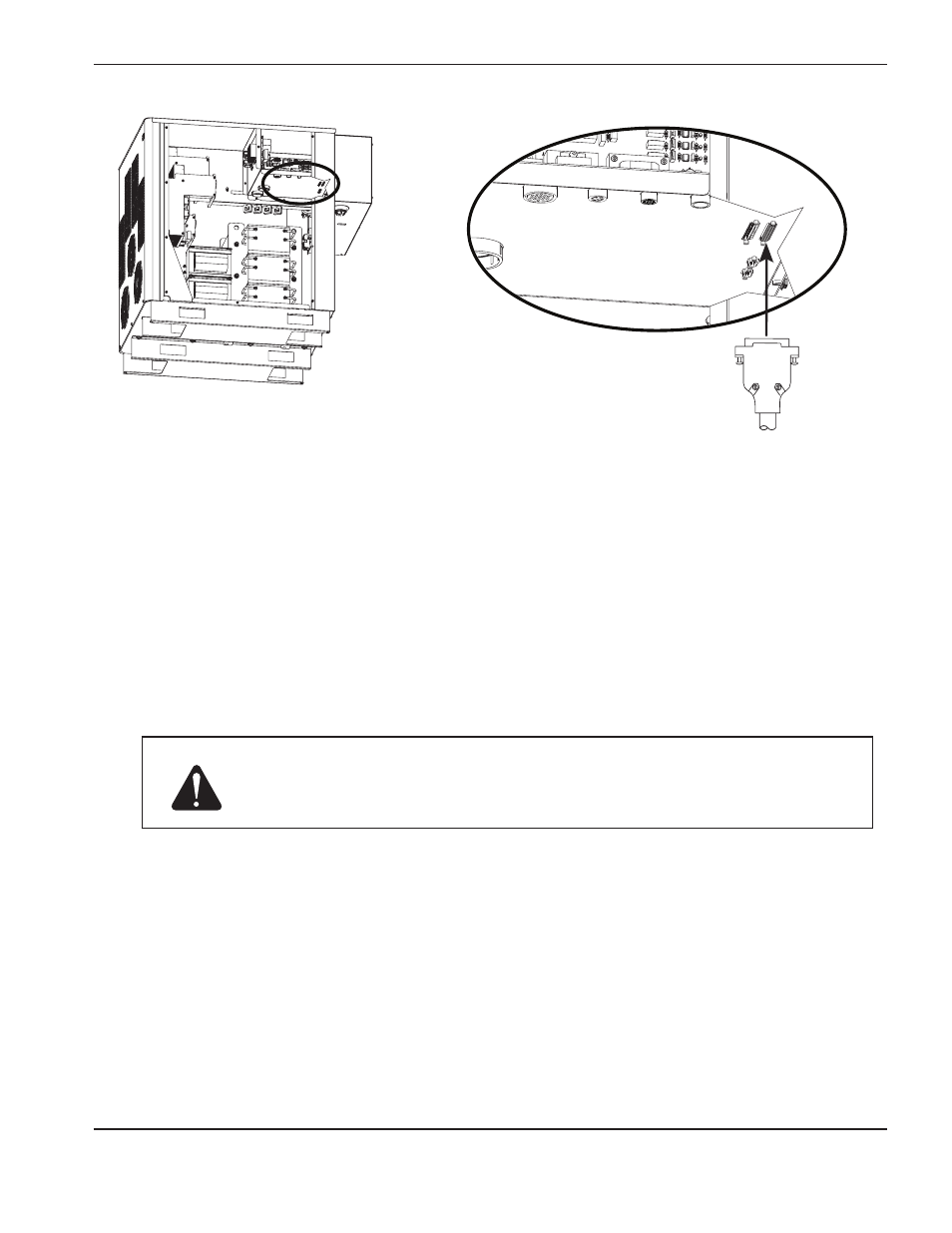
Precaución:
el cable del CNC debe estar hecho con un cable blindado (360 grados)
y conectores recubiertos con platina metálica en cada terminal. El blindaje debe
estar conectado a la platina metálica de cada terminal para asegurar la debida
puesta a tierra y el mejor apantallamiento.
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2