Tabla de comandos (14 de 14) – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 319
Apéndice B – protocolo de interfAz cnc
HPR400XD Auto Gas –
806163 Revisión 3
b-19
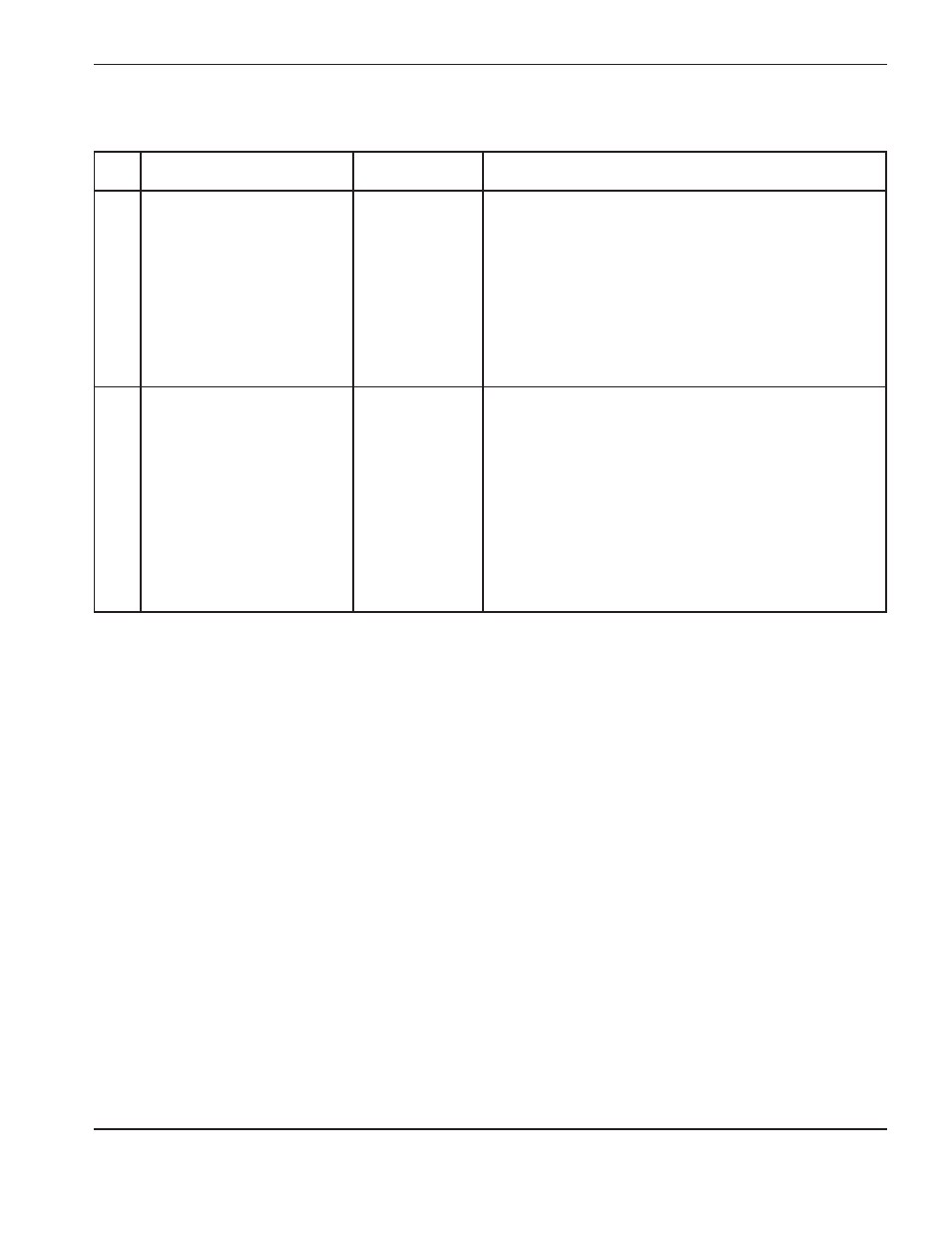
Id
Comando
Sistema
descripción
136 SERIAL_RESPONSE_DELAy
(retardo respuesta serie)
Todos los sistemas
HPR
Se utiliza cuando un puerto serie del CNC solo soporta una
conexión semidúplex. Se reducirá la velocidad de respuesta
de la fuente de energía HPR.
datos:
ninguno
valor devuelto:
1 si es exitosa
Ejemplo:
Enviar >1369A<, respuesta >1361CB<
158 GET_SECONDARy_VERSION
(obtener versión secundaria)
SOLO HPR800XD Sirve para obtener la versión de firmware de la fuente de energía
secundaria
datos:
ninguno
valor devuelto:
Devuelve la versión de software ex.”D.0”. “0.0” para la fuente
de energía secundaria si no hay ninguna conectada y la energía
esté ON (encendida).
ejemplo:”
>1589E<
>158D.040<
tabla de comandos (14 de 14)
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2