Hypertherm HPR400XD Auto Gas Manual del usuario
Página 224
ManteniMiento
5-48
HPR400XD Auto Gas –
806163 Revisión 3
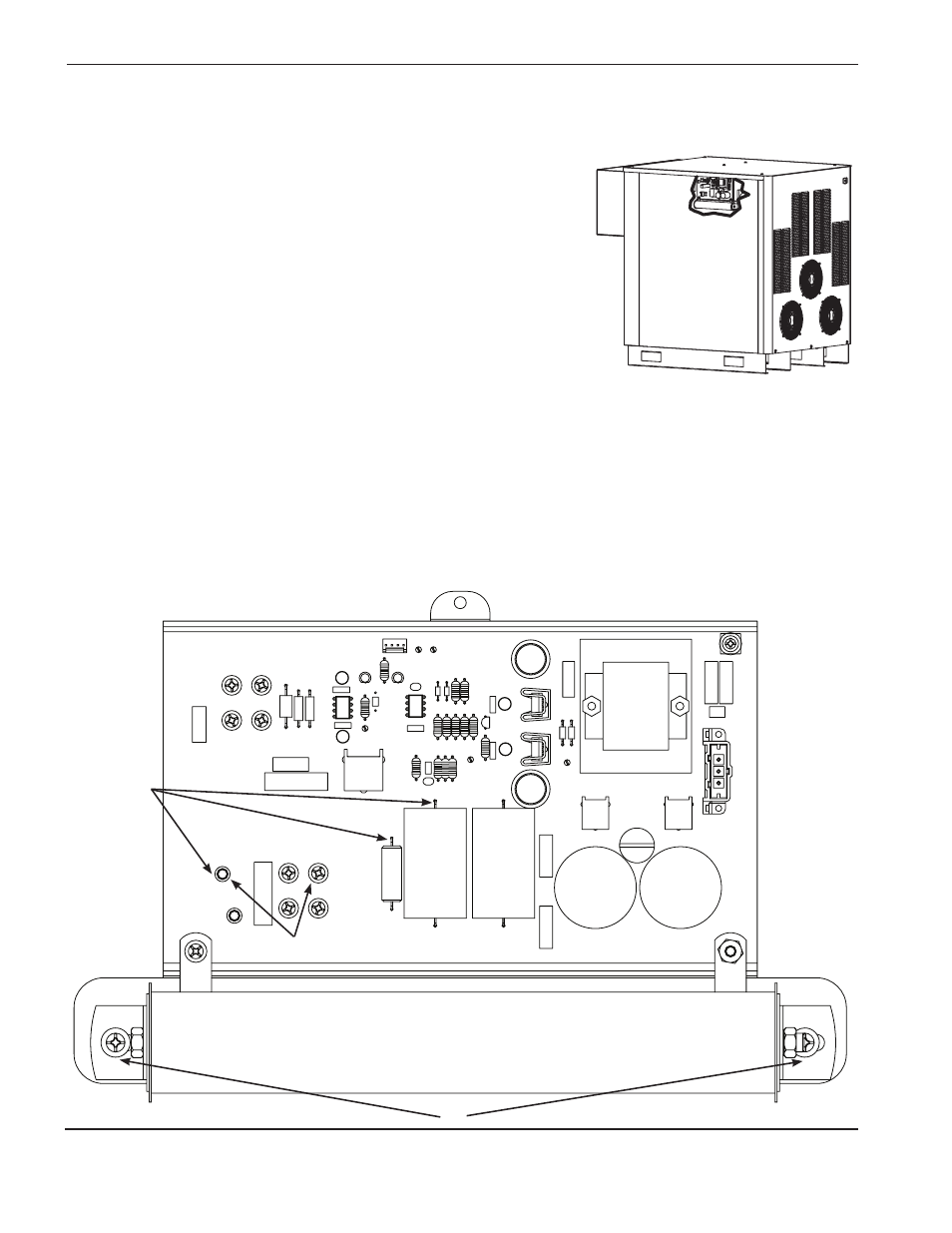
D2 deberá estar siempre encendido.
D1 se ilumina tan pronto la antorcha dispara y se apagará al hacerse
la transferencia del arco a la pieza a cortar Si la transferencia del arco se hace
de inmediato, el LED no se encenderá.
Si no hay arco en la antorcha o el arco no se transfiere:
1. Poner en OFF (apagado) la energía del sistema
2. Quitar los cables a los bornes H8 (WORK) y H9 (NOZZLE) de la tarjeta.
3. Verificar que haya una resistencia de aproximadamente (≈) 5,5 kΩ entre H8
y D50 (–). Si ese no es el valor de la resistencia, reemplazar la tarjeta. Nota:
es posible que la resistencia aumente lentamente hasta el valor correcto
debido a la capacitancia del circuito.
4. Verificar una resistencia de aproximadamente (≈) 15 kΩ entre
el amortiguamiento y H8.
• No deberá haber ningún corte ni discontinuidad en el cable de masa. Verificar que haya una resistencia
de 1 Ω o inferior. La conexión del cable de masa a la mesa de corte debe estar limpia y tener buen contacto.
• Comprobar que el LED-D2 esté encendido. Si no enciende, es posible que no llegue energía a la tarjeta o que
haya que reemplazarla.
• Disparar la antorcha al aire y verificar que D1 enciende. Si no enciende, pero se establece el arco piloto, quizá
sea necesario reemplazar la tarjeta.
• Verificar que haya una resistencia de aproximadamente (≈) 1 Ω en R1.
H8
WORK
H9
NOZZLE
+
–
D1
D2
1 Ω
5,5 kΩ
15 kΩ
R1
o
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2