Corte en bisel de acero al carbono, Plasma o, Protección aire 130 a – Hypertherm HPR400XD Auto Gas Manual del usuario
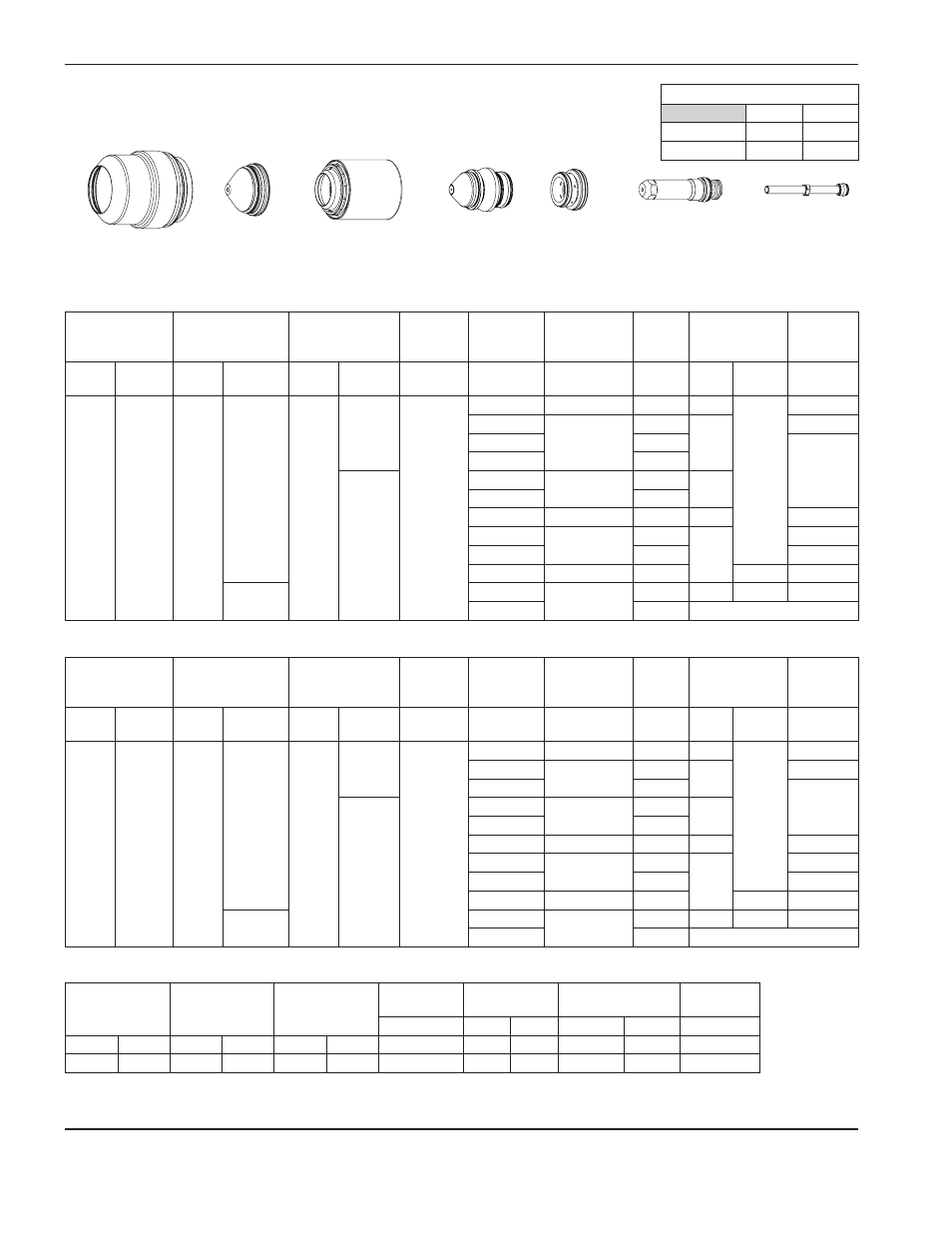
Página 134: Métrico, Anglosajón, Marcado
Operación
4-36
HPR400XD Auto Gas –
806163 Revisión 3
220742
220637
220649
220740
220179
220646
Nota: El rango del ángulo de bisel es de 0° a 45°.
220700
Corte en bisel de acero al carbono
Plasma O
2
/ protección aire
130 A
Rango de flujo – l/min/scfh
O
2
Aire
Preflujo
0 / 0
64 / 135
Flujo de corte 33 / 70
45 / 96
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcado
Voltaje
del arco
A
mm
pulg.
mm/min
pulg/min
voltios
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
130
Ar
Aire
50
10
50
10
15
3,0
0.12
2540
100
75
* Sugerencias para la perforación de 32 mm (1-1/4 pulg.) de acero al carbono: 1. poner en ON (encendido) el preflujo en el IHS (sensado de altura
inicial), 2. usar el contacto óhmico en el IHS, 3. usar perforación terminada la perforar.
Métrico
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Separación
mínima
Espesor
del material
equivalente
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
mm
mm
Rango (mm)
mm/min
mm Factor % segundos
O
2
Aire
15
23
84
21
2,0
3
2,5 – 8,6
6505
5,0
200
0,1
4
2,8 – 8,6
5550
5,6
0,2
5
4795
0,3
6
4035
15
8
3,0 – 8,6
3360
6,0
10
2680
12
3,3 – 8,6
2200
6,6
0,5
15
3,8 – 8,6
1665
7,6
0,7
20
1050
1,0
25
4,0 – 8,6
550
190
1,8
33
32*
4,5 – 8,6
375
10,2
220
4,0
38
255
Arranque desde el borde
Anglosajón
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Separación
mínima
Espesor
del material
equivalente
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
pulg.
pulg.
Rango (pulg.) pulg/min pulg. Factor % segundos
O
2
Aire
15
23
84
21
0.08
0.135
0.10 – 0.34
240
0.20
200
0.1
3/16
0.11 – 0.34
190
0.22
0.2
1/4
150
0.3
15
5/16
0.12 – 0.34
132
0.24
3/8
110
1/2
0.13 – 0.34
80
0.26
0.5
5/8
0.15 – 0.34
60
0.30
0.7
3/4
45
1.0
1
0.16 – 0.34
20
190
1.8
33
1-1/4*
0.18 – 0.34
15
0.40
220
4.0
1-1/2
10
Arranque desde el borde
Marcado
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2