Tabla de comandos (6 de 14) – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 311
Apéndice B – protocolo de interfAz cnc
HPR400XD Auto Gas –
806163 Revisión 3
b-11
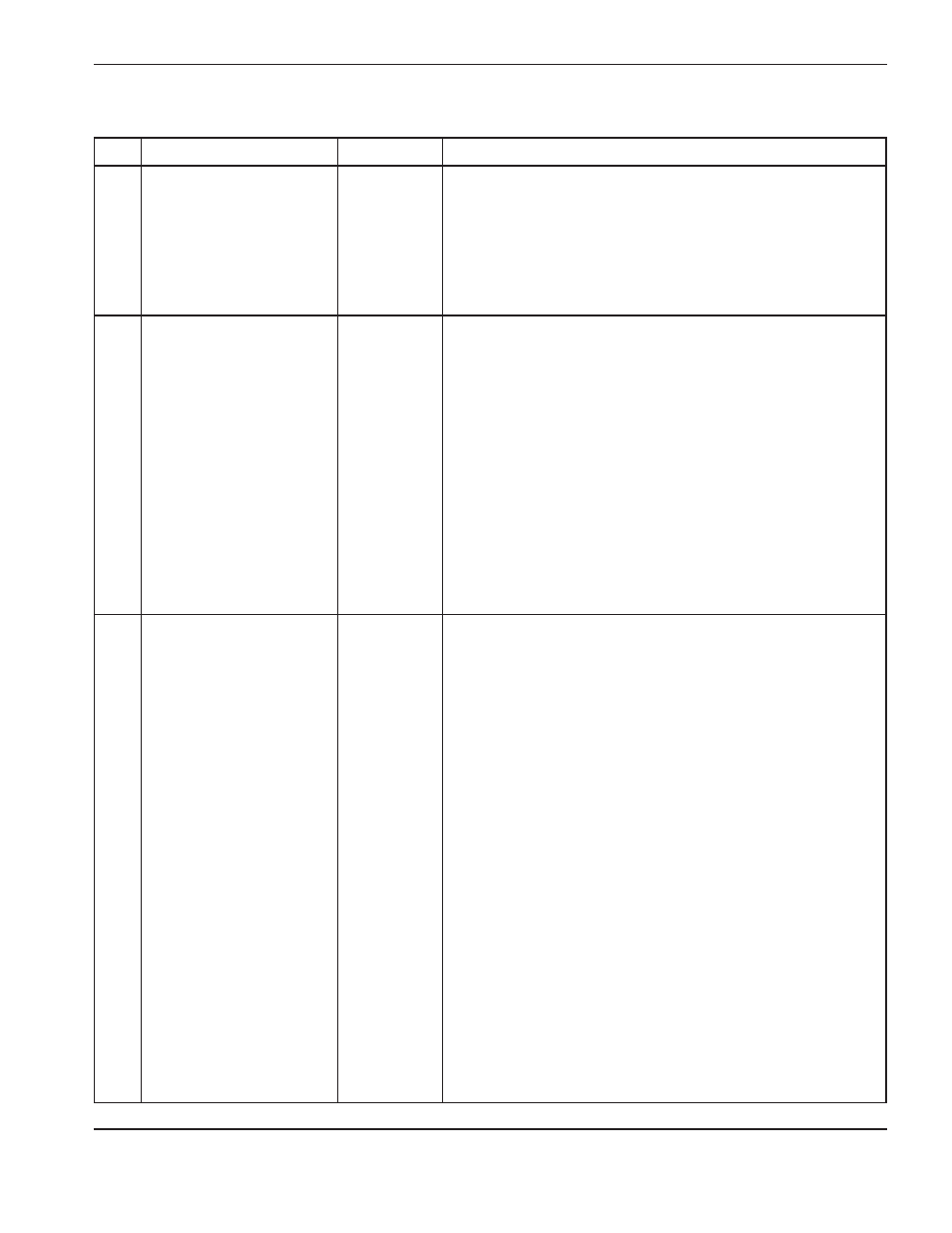
tabla de comandos (6 de 14)
Id
Comando
Sistema
descripción
087 BROADCAST MODE
(modo difundir)
Sistema manual
de gas
Sistema
automático
de gas
Informar a todos los sistemas escuchar pero no responder.
datos:
ninguno
valor devuelto:
ninguno
Ejemplo:
>0879F<
Sin respuesta
094 READ_GAS_PRESSURES
(leer presiones de gas)
Sistema manual
de gas
Sistema
automático
de gas
Leer las presiones de gas.
datos:
ninguno
valor devuelto:
presión flujo de corte plasma (lb/pulg2),
presión preflujo plasma (lb/pulg2),
presión flujo de corte protección (lb/pulg2),
presión preflujo protección (lb/pulg2),
presión gas de corte 1 (lb/pulg2),
presión gas de corte 2 (lb/pulg2),
presión entrada N
2
mixto (lb/pulg2),
presión entrada gas2 mixto (lb/pulg2)
delimitados por espacio
valores en lb/pulg2 (0007 = 7 lb/pulg2)
Ejemplo:
>0949D<
>094PC0007 PP0036 SC0016 SP0003 CG0000 CG0000 MV0000
MV00005D<
095 SET_ALL_PARAMETERS
(asignar todos los parámetros)
Sistema
automático
de gas
Asignar todas las variables para ejecutar el sistema de plasma.
Si cambian los gases de entrada, la fuente de energía pasará
a estado de purga. No se autoriza cambiar el tipo de gas
estando el sistema en modo de corte (estado 4 - estado 10).
Los puntos de ajuste de mezclas de N
2
y gas 2 se aplican solo al usar
un gas plasma mixto como el H35 – N
2
, de lo contrario, estos 2 valores
deben ajustarse a 0.
Un valor 0 para el punto de ajuste de la mezcla de N
2
hará que el sistema
cierre la SV12, la válvula solenoide para mezclar N
2
. Un valor 0 para el
punto de ajuste de la mezcla de gas 2 hará que el sistema cierre la SV13
y abra la SV14. Esto hará que el gas de entrada evada la válvula de cierre
2 y vaya directamente a la salida de la consola de mezcla.
datos:
punto de ajuste corriente (5 – 130/260/400 A),
por ciento corriente esquina (50 – 100%),
código tipo gas plasma (usar tabla VI),
código tipo gas de protección (usar tabla VI),
punto de ajuste flujo de corte plasma (0 – 99 lb/pulg2),
punto de ajuste preflujo plasma (0 – 99 lb/pulg2),
punto de ajuste flujo de corte protección (0 – 99 lb/pulg2),
punto de ajuste preflujo protección (0 – 99 lb/pulg2),
punto de ajuste N
2
mixto (0 - 100 lb/pulg2),
punto de ajuste gas 2 mixto (0 – 100 lb/pulg2),
delimitados por espacio.
valor devuelto:
1 = aceptado, 0 = no aceptado
Ejemplo:
>095100 75 1 6 55 45 35 25 00 0084<
>0951CF<
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2