Códigos de error – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 321
Apéndice B – protocolo de interfAz cnc
HPR400XD Auto Gas –
806163 Revisión 3
b-21
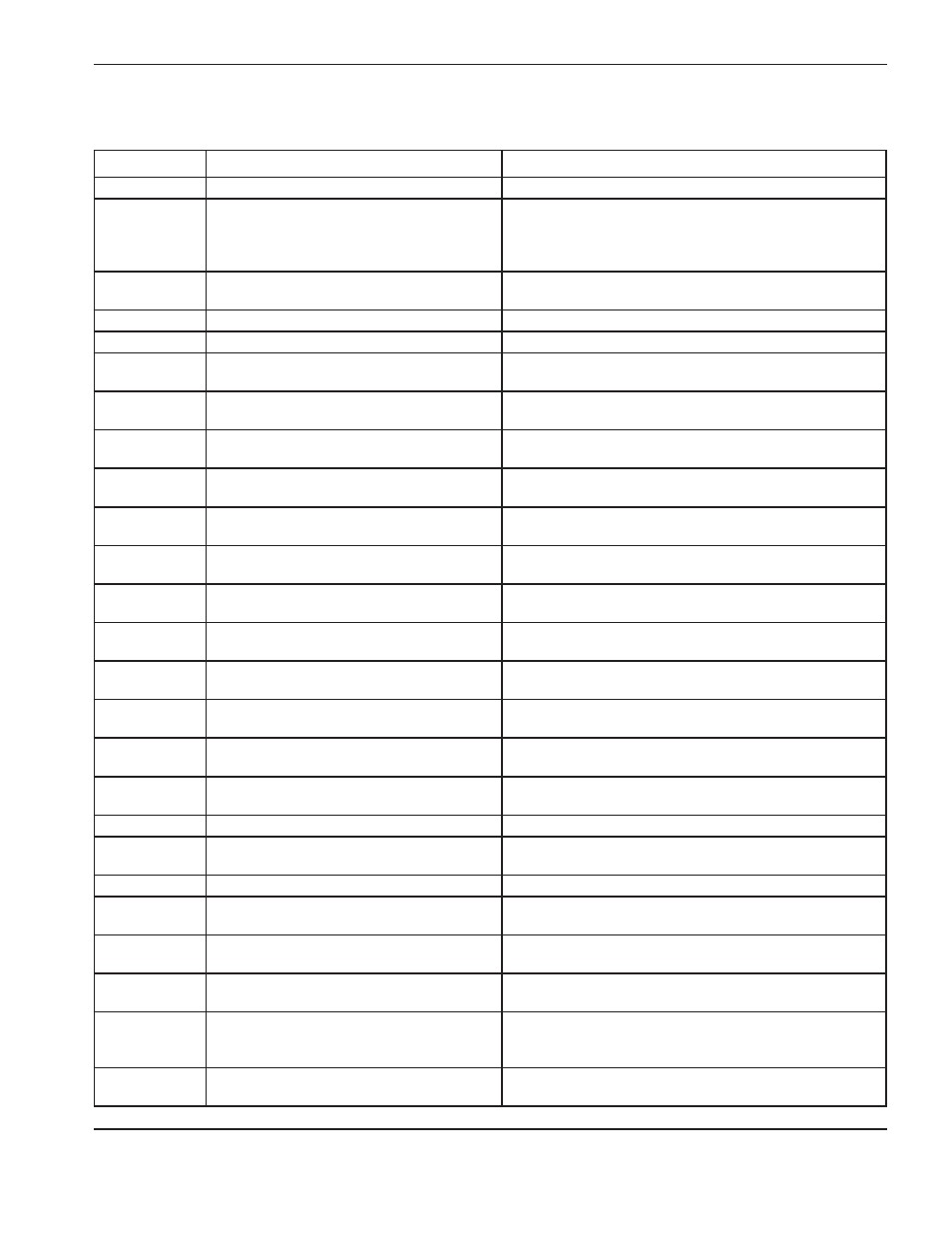
Códigos de error
Id
Nombre
descripción
000
NO ERROR (sin errores)
Sistema listo para operar.
009
FLOW SWITCH TEST
(prueba interruptor de flujo)
Al reiniciar la bomba después de un retardo (30 minutos
sin una señal de arranque), el sistema probará el interruptor
de flujo con vista a asegurar que haya suficiente flujo para
disparar la antorcha.
011
NO_ACTIVE_PROCESS
(ningún proceso activo)
La fuente de energía recibe del CNC un valor de corriente
no válido.
012
TEST IN PROGRESS (prueba en marcha)
Se está ejecutando uno de los modos de prueba de gas.
013
TEST PASSED (pasó la prueba)
La prueba concluyó con éxito.
014
CUT GAS CHANNEL #1 FAIL
(falla canal gas de corte #1)
La presión de gas está cayendo en el canal #1, lo que indica
una fuga.
015
CUT GAS CHANNEL #2 FAIL
(falla canal gas de corte #2)
La presión de gas está cayendo en el canal #2, lo que indica
una fuga.
016
PLASMA RAMP-DOWN FAIL
(falla apagado gradual plasma)
La salida de la bomba superó 200 lb/pulg2.
017
SHIELD RAMP-DOWN FAIL
(falla apagado gradual protección)
La presión del gas de protección no cae en el tiempo
asignado.
018
PUMP OVER PRESSURE
(sobrepresión en bomba)
La salida de la bomba superó 13,79 bar.
020
NO PILOT ARC (no arco piloto)
No se detectó corriente del chopper al encendido ni al pasar
1 segundo de retardo.
021
NO ARC TRANSFER
(no transferencia del arco)
No se detectó ninguna señal de transferencia al pasar 500 ms
de retardo.
024 primaria
224 secundaria
LOST CURRENT CH1
(pérdida de corriente CH1)
La señal de corriente del chopper se perdió después
de la transferencia.
025 primaria
225 secundaria
LOST CURRENT CH2
(pérdida de corriente CH2)
La señal de corriente del chopper se perdió después
de la transferencia.
026 primaria
226 secundaria LOST TRANSFER (pérdida de transferencia)
La señal se perdió después de la transferencia.
027 primaria
227 secundaria LOST PHASE (pérdida de fase)
Al conectar el contactor principal no aparece la entrada “fase
OK”.
028 primaria
228 secundaria
LOST CURRENT CH3 (pérdida de corriente
CH3)
La señal de corriente del chopper se perdió después
de la transferencia.
030
GAS SySTEM ERROR (error sistema de gas)
Hubo una falla en el sistema de gas.
031 primaria
231 secundaria START LOST (pérdida de arranque)
La señal de arranque se quitó antes de pasar a la operación
en régimen estacionario.
032
HOLD TIMEOUT (plazo espera agotado)
La señal en espera demoró más de 60 segundos.
033
PRE CHARGE TIMEOUT
(plazo precarga agotado)
La consola de gas no pudo cargar las líneas de gas a la
presión correcta.
034 primaria
234 secundaria
PRE CHARGE TIMEOUT
(plazo precarga agotado)
La consola de gas no pudo cargar las líneas de gas a la
presión correcta.
042
LOW NITROGEN PRESSURE
(presión nitrógeno mín.)
La presión de nitrógeno está por debajo del límite inferior:
2,07 bar – corte, 0,34 bar – marcado
044
LOW PLASMA GAS PRESSURE
(presión del gas plasma mín.)
La presión de gas está por debajo del límite inferior: 0,34 bar
– preflujo; 3,45 bar – flujo de corte (corte); 0,34 bar – flujo
de corte (marcado).
045
HIGH PLASMA GAS PRESSURE
(presión del gas plasma máx.)
La presión de gas está por encima del límite superior
de 7,58 bar.
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2