Acero inoxidable, Plasma f5 / protección n, 80 a marcado – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 143: Métrico, Anglosajón
Operación
HPR400XD Auto Gas –
806163 Revisión 3
4-45
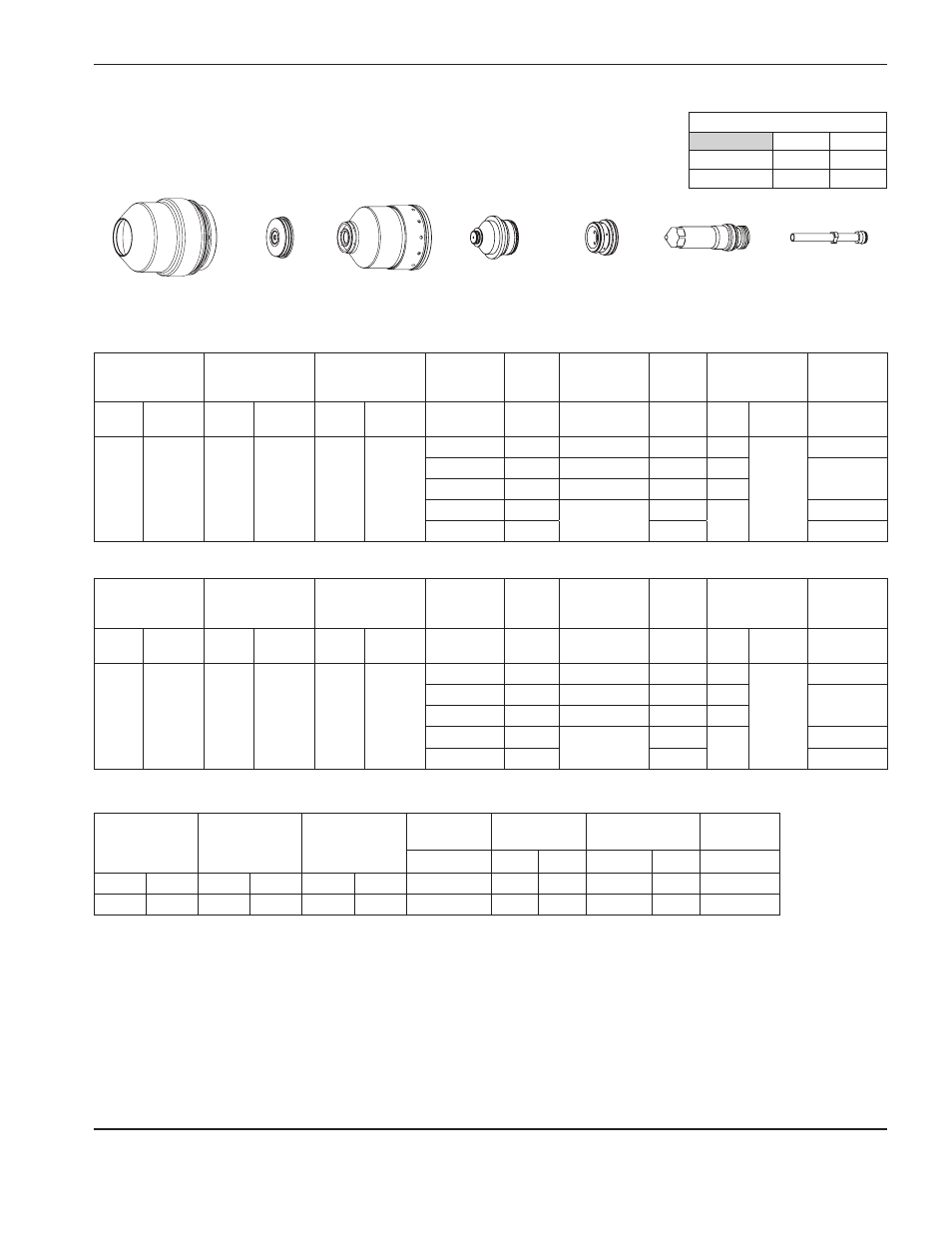
Acero inoxidable
Plasma F5 / protección N
2
80 A
Marcado
Rango de flujo – l/min/scfh
F5
N
2
Preflujo
0 / 0
67 / 142
Flujo de corte 31 / 65 87 / 185
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcado
Voltaje
del arco
A
mm
pulg.
mm/min pulg/min
voltios
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
95
Ar
N
2
50
10
50
10
12
3,0
0.12
2540
100
60
220338
220747
220339
220755
220179
220337
220340
Métrico
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Espesor
del material
Voltaje
del arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
mm
voltios
mm
mm/min
mm
Factor %
segundos
F5
N
2
33
23
65
60
4
108
3,0
2180
4,5
150
0,2
5
110
2,7
1700
4,1
0,3
6
112
2,5
1225
3,8
8
116
3,0
895
4,5
0,4
10
120
560
0,5
Anglosajón
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Espesor
del material
Voltaje
del arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
pulg.
voltios
pulg.
pulg/min pulg. Factor %
segundos
F5
N
2
33
23
65
60
0.135
108
0.12
105
0.18
150
0.2
3/16
110
0.11
60
0.17
0.3
1/4
112
0.10
45
0.15
5/16
116
0.12
35
0.18
0.4
3/8
120
25
0.5
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2