Tarjeta pcb7 mando motor de la bomba, Tarjeta pcb7 mando motor de la bomba -50 – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 226
ManteniMiento
5-50
HPR400XD Auto Gas –
806163 Revisión 3
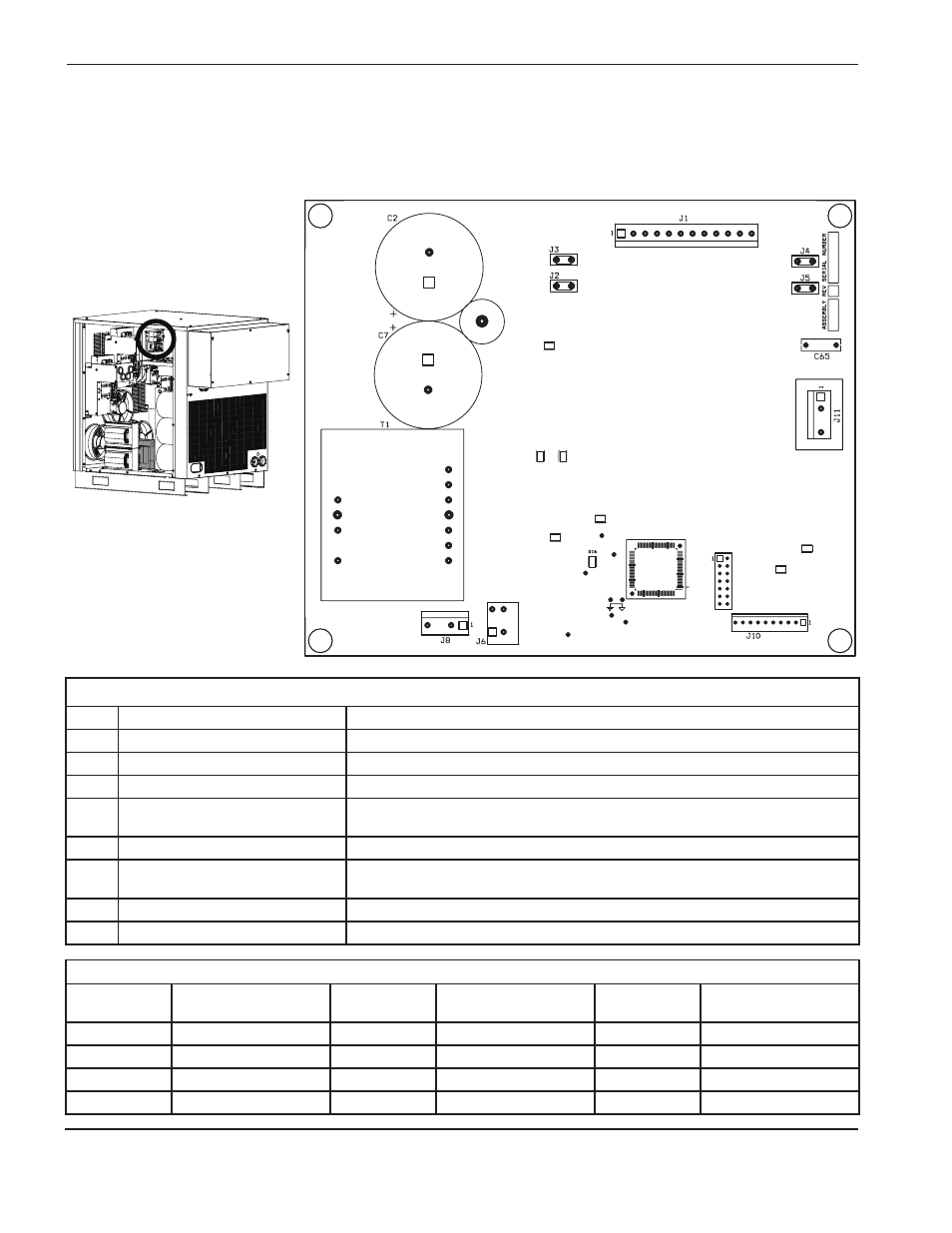
tarjeta PCb7 mando motor de la bomba
D1
D30
D32
D10
D31
TP3
TP10
TP4
TP2
TP1
TP6
TP12
TP5
D35
D36
14102
7
Puntos medición PCb control
Número punto
medición
Descripción
Número punto
medición
Descripción
Número punto
medición
Descripción
TP1
Analógico a tierra
TP5
+ 5 V
TP9
Digital a tierra
TP2
Digital a tierra
TP6
A + 3,3 V
TP10
+ 3,3 V
TP3
Restablecer\
TP7
+ 3,3 V
TP11
SCIRXD
TP4
Restablecer
TP8
SCITXD
TP12
LINEFB +
lista de lEd tarjeta de circuito impreso control
LED
Descripción
Estado
D1
+ 15 V OK
ON (encendido) cuando el voltaje +15 es OK
D10
+ 5 V OK
ON (encendido) cuando el voltaje +5 es OK
D16
+ 3,3 V OK
Encendido cuando el voltaje +3.3 es OK
D30
Salida alarma temperatura velocidad
de corte (pulg/min)
OFF (apagado) si OK. ON (encendido) si hay una condición de sobrecorriente
permanente
D31
Temperatura
OFF (apagado) si OK. ON (encendido) si hay una falla de temperatura
D32
Salida alarma velocidad de corte
(pulg/min)
OFF (apagado) si OK. ON (encendido) si hay sobrecalentamiento o sobrecorriente
internos o voltaje de compuerta de mando incorrecto
D35
Mando motor de la bomba OK
ON (encendido) si el mando-motor-bomba está OK
D36
Habilitar mando motor bomba
ON (encendido) si está habilitado
Nota: el inductor de la tarjeta del mando motor de la bomba hace un ruido al operar descrito como
“zumbido”, “silbido” y “chasquido”. Este ruido es normal y puede ignorarse.
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2