Plasma o, Protección aire 260 a, Métrico – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 138: Marcado, Anglosajón
Operación
4-40
HPR400XD Auto Gas –
806163 Revisión 3
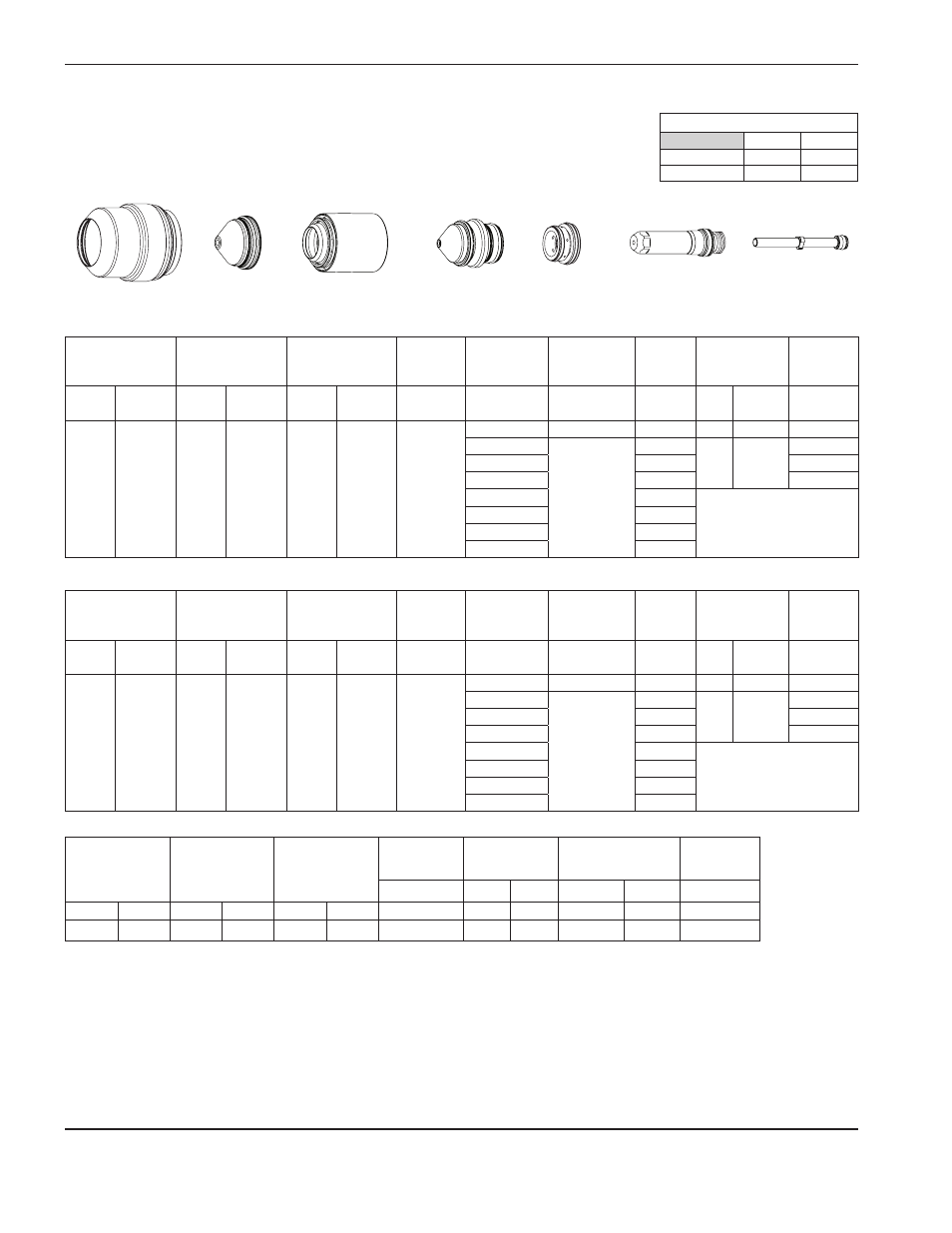
Corte en bisel de acero al carbono
(variante para perforación de metal grueso)
Plasma O
2
/ protección aire
260 A
220897
220637
220899
220896
220436
220898
220571
Rango de flujo – l/min/scfh
O
2
Aire
Preflujo
0 / 0
85 / 180
Flujo de corte 47 / 99 54 / 115
Los consumibles correspondientes a esta página están concebidos para la perforación de metal grueso. Su uso
solo se recomienda si tiene algún problema de demasiada escoria en el escudo frontal o fallas en el encendido
de la antorcha al utilizar los consumibles para corte en bisel estándar.
Usar el proceso de perforación de metal grueso puede dar lugar a una reducción de la duración de los consumibles
en un 20%.
* Sugerencias para la perforación de 38 mm (1-1/2 pulg.) de acero al carbono:
1. poner en ON (encendido) el preflujo en el IHS (sensado de altura inicial),
2. usar la fuerza de detención en el IHS,
3. usar perforación terminada al perforar
Métrico
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcado
Voltaje
del arco
A
mm
pulg.
mm/min
pulg/min
voltios
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
122
Ar
Aire
30
10
30
10
24
3,0
0.12
2540
100
62
Marcado
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Separación
mínima
Espesor
del material
equivalente
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
mm
mm
Rango (mm)
mm/min
mm Factor % segundos
O
2
Aire
22
20
74
19
2,0
25
3,6 – 7,6
1685
9,0
250
0,8
28
4,8 – 7,6
1445
9,5
200
1,0
32
1135
1,2
38*
895
3,0
44
580
Arranque desde el borde
50
405
58
290
64
195
Anglosajón
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Separación
mínima
Espesor
del material
equivalente
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
pulg.
pulg.
Rango (pulg.) pulg/min pulg. Factor % segundos
O
2
Aire
22
20
74
19
0.08
1
0.14 – 0.30
65
0.35
250
0.8
1-1/8
0.19 – 0.30
55
0.38
200
1.0
1-1/4
45
1.2
1-1/2*
35
3.0
1-3/4
22
Arranque desde el borde
2
15
2-1/4
12
2-1/2
8
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2