Hypertherm HPR400XD Auto Gas Manual del usuario
Página 191
ManteniMiento
HPR400XD Auto Gas –
806163 Revisión 3
5-15
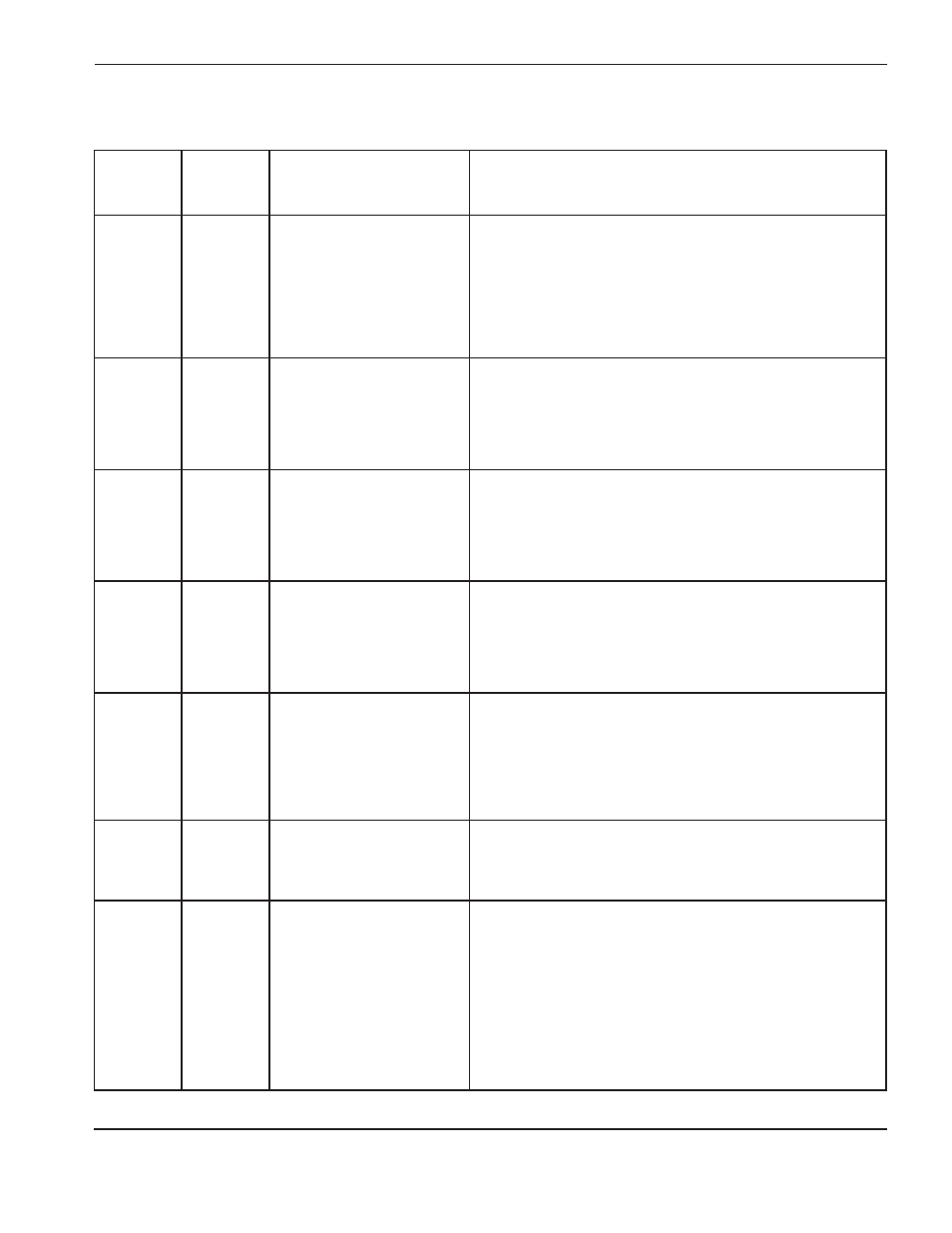
localización de problemas – códigos de error 054 a 061
Número
código
de error
Nombre
descripción
Medida correctiva
054
Presión
del gas de
protección
máx.
La presión del gas
de protección está
por encima del límite superior:
7,58 bar – manual;
9,65 bar – automática
1. Chequear los valores del regulador de alimentación de gas. Ver
Ajustar los reguladores de alimentación (sección Instalación).
2. Comparar los valores de presión de la consola de gas con los
de la tabla de corte.
3. El solenoide de la válvula de cierre no abre. Verificar la energía
que llega a las válvulas; desconectar las mangueras de plasma
y protección que salen de la válvula de cierre. Si la presión
disminuye, hay una válvula que no funciona o no le llega energía.
055
Presión de
entrada MV1
solo
consola
de gases
automática
La presión de entrada
a la válvula de cierre 1
es inferior a 3,45 bar o mayor
que 9,65 bar.
1. Verificar que el transductor de presión P1 esté entre 3,45 y 9,65
bar. Aumentar o disminuir la presión del gas de entrada para
corregir el problema.
056
Presión de
entrada MV2
solo
consola
de gases
automática
La presión de entrada
a la válvula de cierre 2
es inferior a 3,45 bar o mayor
que 9,65 bar.
1. Verificar que el transductor de presión P2 esté entre 3,45 y 9,65
bar. Aumentar o disminuir la presión del gas de entrada para
corregir el problema.
057
Presión gas
de corte 1
solo
consola
de gases
automática
La presión del gas de corte
1 que sale de la consola
de selección es inferior
a 3,45 bar o mayor que
9,65 bar.
1. Verificar que el transductor de presión P3 esté entre 3,45 y 9,65
bar. Aumentar o disminuir la presión del gas de entrada para
corregir el problema.
058
Presión gas
de corte 2
solo
consola
de gases
automática
La presión del gas de corte
2 que sale de la consola
de selección es inferior
a 3,45 bar para el gas no mixto
o inferior a 1,38 bar, para
el mixto, o mayor que 9,65 bar
para ambos gases.
1. Verificar que el transductor de presión P4 esté entre 3,45 y 9,65
bar. Aumentar o disminuir la presión del gas de entrada para
corregir el problema.
060
Flujo de
refrigerante
mínimo.
El flujo de refrigerante
es inferior al valor exigido
de 2,3 l/min.
1. Verificar que estén bien instalados los consumibles
correspondientes.
2. Llevar a cabo la prueba de flujo de refrigerante que se indica
en la sección Mantenimiento de este manual.
061
Ningún tipo
gas plasma
Consola manual – la tarjeta
de control de la consola de gas
no está recibiendo las señales
de la perilla del selector
de gas.
Consola automática –
la consola de selección no está
recibiendo la señal del tipo
de gas plasma.
1. Consola automática – es posible que no se hayan descargado
los parámetros del proceso. Verificar que la información del
proceso se vea en la pantalla del CNC.
2. Consola manual – posiblemente la perilla del selector (2) esté
en una posición intermedia. Restablecer la perilla.
3. Verificar que haya energía en la consola observando que estén
encendidos los LED de las tarjetas de la consola de selección
(automática) o de la consola de gas (manual). Si no hay
ningún LED encendido, verificar que el fusible de la tarjeta
de distribución de energía esté en buenas condiciones.
4. Si el problema persiste, reemplazar la tarjeta de control.
- HPR260XD Auto Gas HPR130XD Manual Gas Rev.2 HPR130XD Auto Gas Rev.2 MicroEDGE Pro Shape Cutting Control Rev.1 HPR260XD Manual Gas HPR400XD Manual gas MAXPRO200 Rev.1 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2