Cable de la fuente de energía a interfaz cnc, Cable de la fuente de energía a interfaz cnc -30 – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 72
InstalacIón
3-30
HPR400XD Auto Gas –
806163 Revisión 3
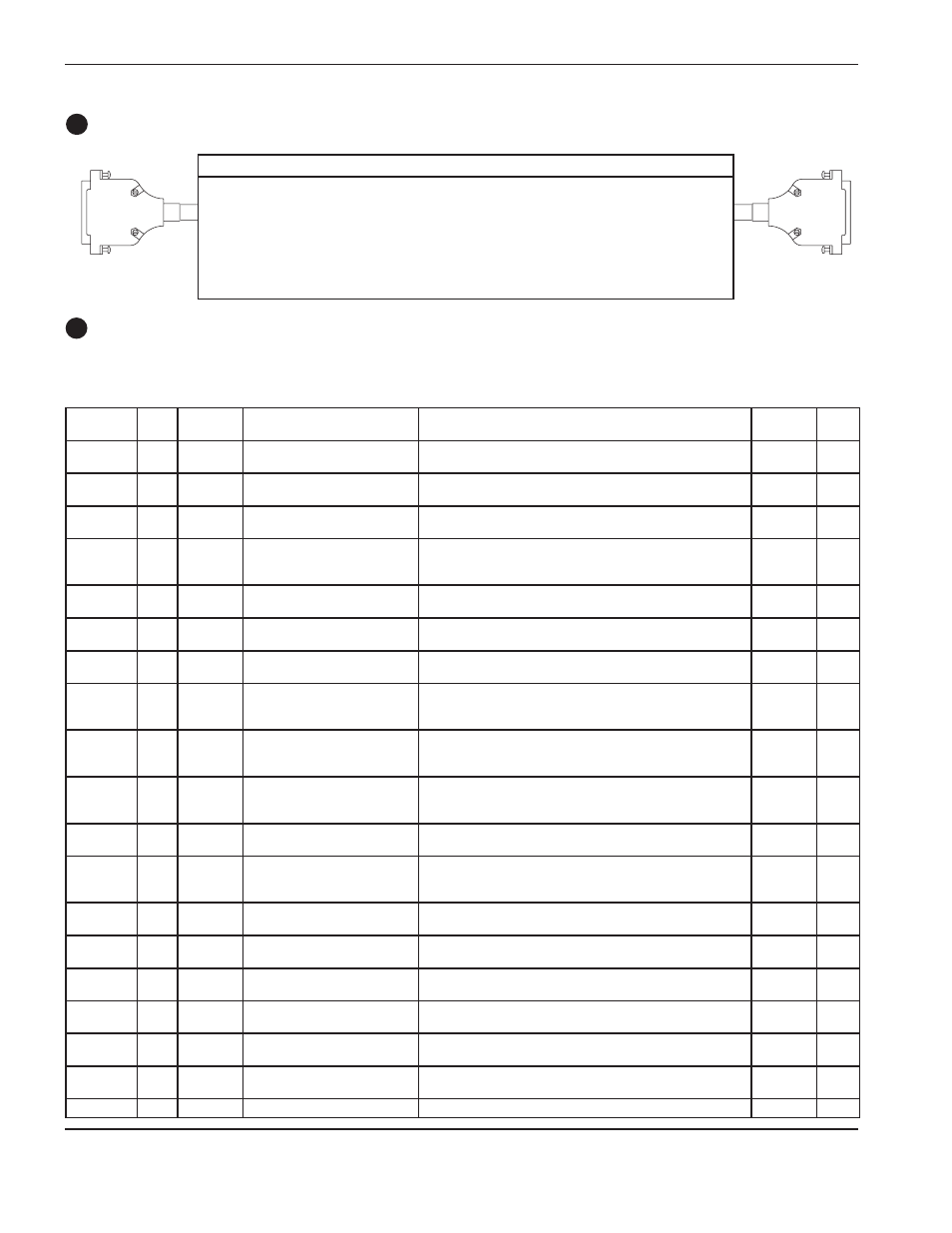
Cable de la fuente de energía a interfaz CNC
A J 300
Cable de interfaz CNC opcional de acometida múltiple
Color
cable
No.
de pin
Entrada/
salida
Nombre señal
Función
Entrada/
salida
Notas
Negro
Rojo
1
20
Entrada
Entrada
Rx –
Rx +
Receptor RS-422 serie
Receptor RS-422 serie
Salida
Salida
Negro
Verde
2
21
Salida
Salida
Tx –
Tx +
Transmisor RS-422 serie
Transmisor RS-422 serie
Entrada
Entrada
Negro
Azul
3
22
RS-422 a tierra
Ninguno
RS-422 serie a tierra
No se usa
Negro
Amarillo
4
23
Salida
Salida
Avance 1 E (–)
Avance 1 C (+)
Notifica al CNC que tuvo lugar una transferencia del
arco y que debe empezar el avance de máquina una vez
transcurra el retardo de perforación.
Entrada
Entrada
2 y 3
Negro
Marrón
5
24
Salida
Salida
Error E (–)
Error C (+)
Notifica al CNC que se produjo un error
Entrada
Entrada
2
Negro
Anaranjado
6
25
Salida
Salida
Error apagado gradual E (–)
Error apagado gradual C (+)
Notifica al CNC que se produjo un error de apagado gradual
Entrada
2
Rojo
Blanco
7
26
Salida
Salida
E (–) no lista
C (+) no lista
Notifica al CNC que el sistema de plasma no está listo para
disparar el arco
Entrada
2
Rojo
Verde
8
27
Salida
Salida
Avance 2 E (–)
Avance 2 C (+)
Notifica al CNC que tuvo lugar una transferencia del
arco y que debe empezar el avance de máquina una vez
transcurra el retardo de perforación.
Entrada
Entrada
2 y 3
Rojo
Azul
9
28
Salida
Salida
Avance 3 E (–)
Avance 3 C (+)
Notifica al CNC que tuvo lugar una transferencia del
arco y que debe empezar el avance de máquina una vez
transcurra el retardo de perforación.
Entrada
Entrada
2 y 3
Rojo
Amarillo
10
29
Salida
Salida
Avance 4 E (–)
Avance 4 C (+)
Notifica al CNC que tuvo lugar una transferencia del
arco y que debe empezar el avance de máquina una vez
transcurra el retardo de perforación.
Entrada
Entrada
2 y 3
Rojo
Marrón
11
30
Ninguno
Ninguno
No se usa
No se usa
Rojo
Anaranjado
12
31
Entrada
Entrada
Esquina (–)
Esquina (+)
El CNC notifica al sistema de plasma reducir la corriente de
corte porque se aproxima una esquina (la corriente de corte
se selecciona en el CNC o se reduce por defecto al 50%)
Salida
Salida
1
Verde
Blanco
13
32
Entrada
Entrada
Perforación (–)
Perforación (+)
El CNC notifica al sistema de plasma mantener el preflujo
de protección hasta que dispare la señal.
Salida
1
Verde
Azul
14
33
Entrada
Entrada
En espera (–)
En espera (+)
No obligatorio sin THC Command. EL THC Command pide
una señal de preflujo de gases en el IHS
Salida
1
Verde
Amarillo
15
34
Entrada
Entrada
Arranque (–)
Arranque (+)
El CNC arranca el arco de plasma
Salida
Salida
1
Verde
Marrón
16
35
Ninguno
Ninguno
No se usa
No se usa
Verde
Anaranjado
17
36
Ninguno
Alimentación a tierra
No se usa
A tierra
Blanco
Negro
18
37
Alimentación a tierra
+24 VCD CNC
A tierra
24 VCD (máximo 200 mA) disponible; ver notas
4
19
+24 VCD CNC
No conectado
terminal
fuente de energía
terminal CNC
No. pieza
longitud
No. pieza
longitud
No. pieza
longitud
123210
3 m
123216
13,5 m
123742
35 m
123211
4,5 m
123023
15 m
123219
37,5 m
123212
6 m
123494
16,5 m
123220
45 m
123022
7,5 m
123851
20 m
123852
60 m
123213
9 m
123217
22,5 m
123853
75 m
123214
10 m
123741
25 m
123215
12 m
123218
30 m
10
11
(ver información de instalación en el diagrama eléctrico)