Hypertherm HPR400XD Auto Gas Manual del usuario
Página 187
ManteniMiento
HPR400XD Auto Gas –
806163 Revisión 3
5-11
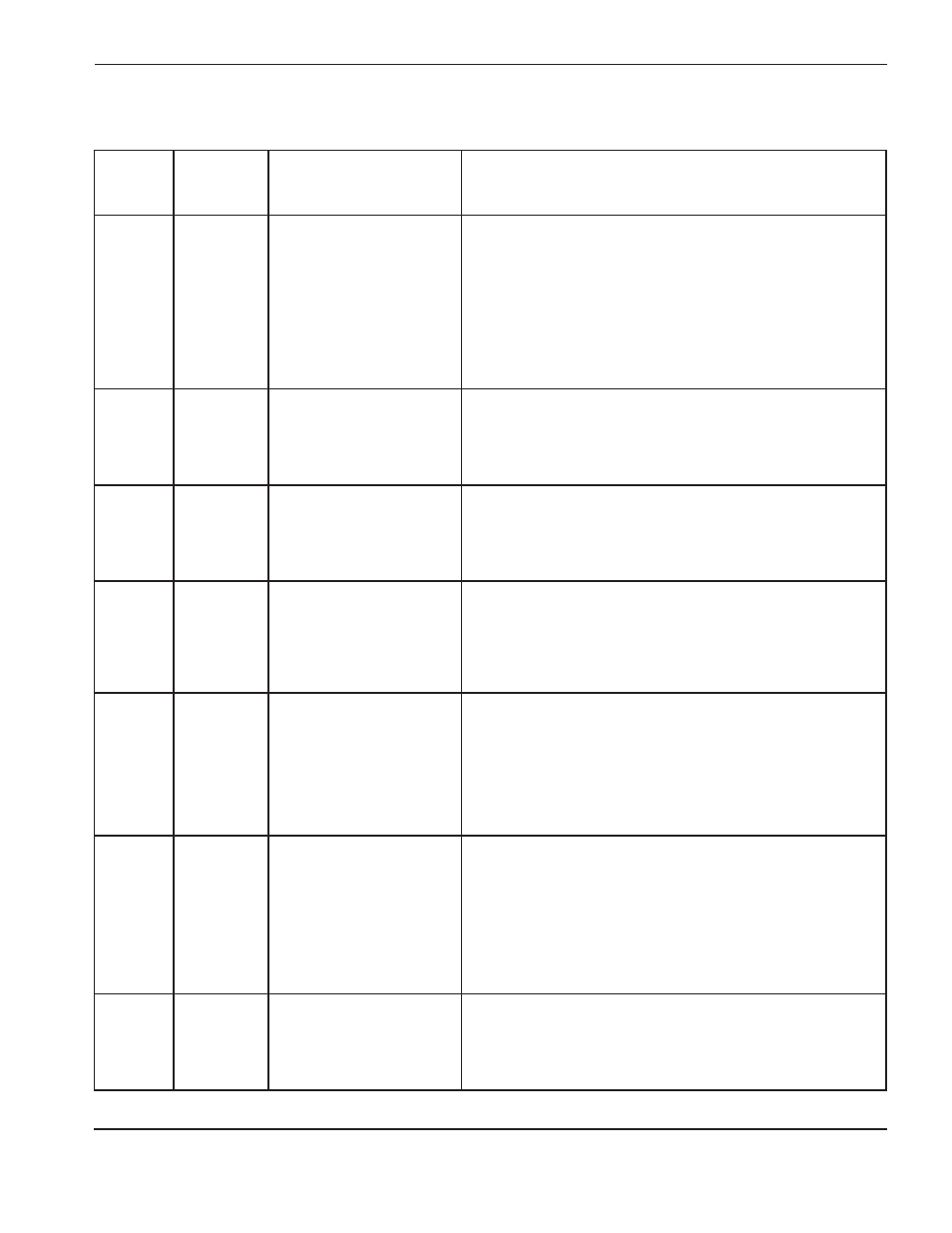
localización de problemas – códigos de error 020 a 028, 224 a 228
Número
código
de error
Nombre
descripción
Medida correctiva
020
No arco piloto
No se detectó corriente
del chopper al encendido
ni al pasar 1 segundo
de retardo.
1. Verificar que las piezas consumibles estén en buenas condiciones.
2. Verificar que sean correctos los valores de preflujo y flujo de corte.
3. Hacer pruebas de fuga de gas (ver sección Mantenimiento).
4. Verificar la chispa del explosor.
5. Inspeccionar el relé de arco piloto y CON1 en busca de desgaste
excesivo.
6. Hacer prueba de flujo de gas (ver sección Mantenimiento).
7. Probar los cables y mangueras de la antorcha (ver sección
Mantenimiento).
8. Probar circuito de arranque (ver sección Mantenimiento).
021
No
transferencia
del arco
No se detectó corriente
en el cable de masa
pasados 500 milisegundos
de establecida la corriente del
arco piloto.
1. Verificar que la altura de perforación sea la adecuada.
2. Verificar que sean correctos los valores de preflujo y flujo de corte.
3. Inspeccionar el cable de masa en busca de deterioro o conexiones
flojas.
024
primaria
224
secundaria
Pérdida
de corriente
chopper 1
La señal de corriente del
chopper 1 se perdió después
de la transferencia.
1. Verificar que las piezas consumibles estén en buenas condiciones.
2. Verificar que sean correctos los ajustes de flujo de corte.
3. Verificar el tiempo de retardo de perforación.
4. Verificar que el arco no haya perdido contacto con la placa
al cortar (corte de orificios, corte de retazos, etc.)
025
primaria
225
secundaria
Pérdida
de corriente
chopper 2
solo
HPR260Xd
HPR400Xd
La señal de corriente del
chopper 2 se perdió después
de la transferencia.
1. Verificar que las piezas consumibles estén en buenas condiciones.
2. Verificar que sean correctos los ajustes de flujo de corte.
3. Verificar el tiempo de retardo de perforación.
4. Verificar que el arco no haya perdido contacto con la placa
al cortar (corte de orificios, corte de retazos, etc.)
026
primaria
226
secundaria
Pérdida de
transferencia
La señal se perdió después
de la transferencia.
1. Verificar que las piezas consumibles estén en buenas condiciones.
2. Verificar que sean correctos los ajustes de flujo de corte.
3. Verificar el tiempo de retardo de perforación.
4. Verificar que el arco no haya perdido contacto con la placa
al cortar (corte de orificios, corte de retazos, etc.)
5. Inspeccionar el cable de masa en busca de deterioro o conexiones
flojas.
6. Tratar de conectar el cable de masa directamente a la placa.
027
primaria
227
secundaria
Pérdida
de fase
Desequilibrio de fase
en el chopper después
del acople del contactor
o al cortar.
1. Verificar el voltaje entre fases de la fuente de energía.
2. Desconectar la alimentación a la fuente de energía, quitar la tapa
del contactor e inspeccionar los contactos por si hay demasiado
desgaste.
3. Chequear el cable de alimentación, el contactor y la entrada
al chopper en busca de conexiones flojas.
4. Chequear los fusibles de pérdida de fase del panel de distribución
de energía. Reemplazar la tarjeta si los fusibles están fundidos.
5. Hacer prueba de pérdida de fase ver sección Mantenimiento).
028
primaria
228
secundaria
Pérdida
de corriente
chopper 3
solo
HPR400Xd
La señal de corriente del
chopper 3 se perdió después
de la transferencia.
1. Verificar que las piezas consumibles estén en buenas condiciones.
2. Verificar que sean correctos los ajustes de flujo de corte.
3. Verificar el tiempo de retardo de perforación.
4. Verificar que el arco no haya perdido contacto con la placa
al cortar (corte de orificios, corte de retazos, etc.)