Acero inoxidable, Plasma n, Protección n – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 141: 45 a, Métrico marcado, Anglosajón
Operación
HPR400XD Auto Gas –
806163 Revisión 3
4-43
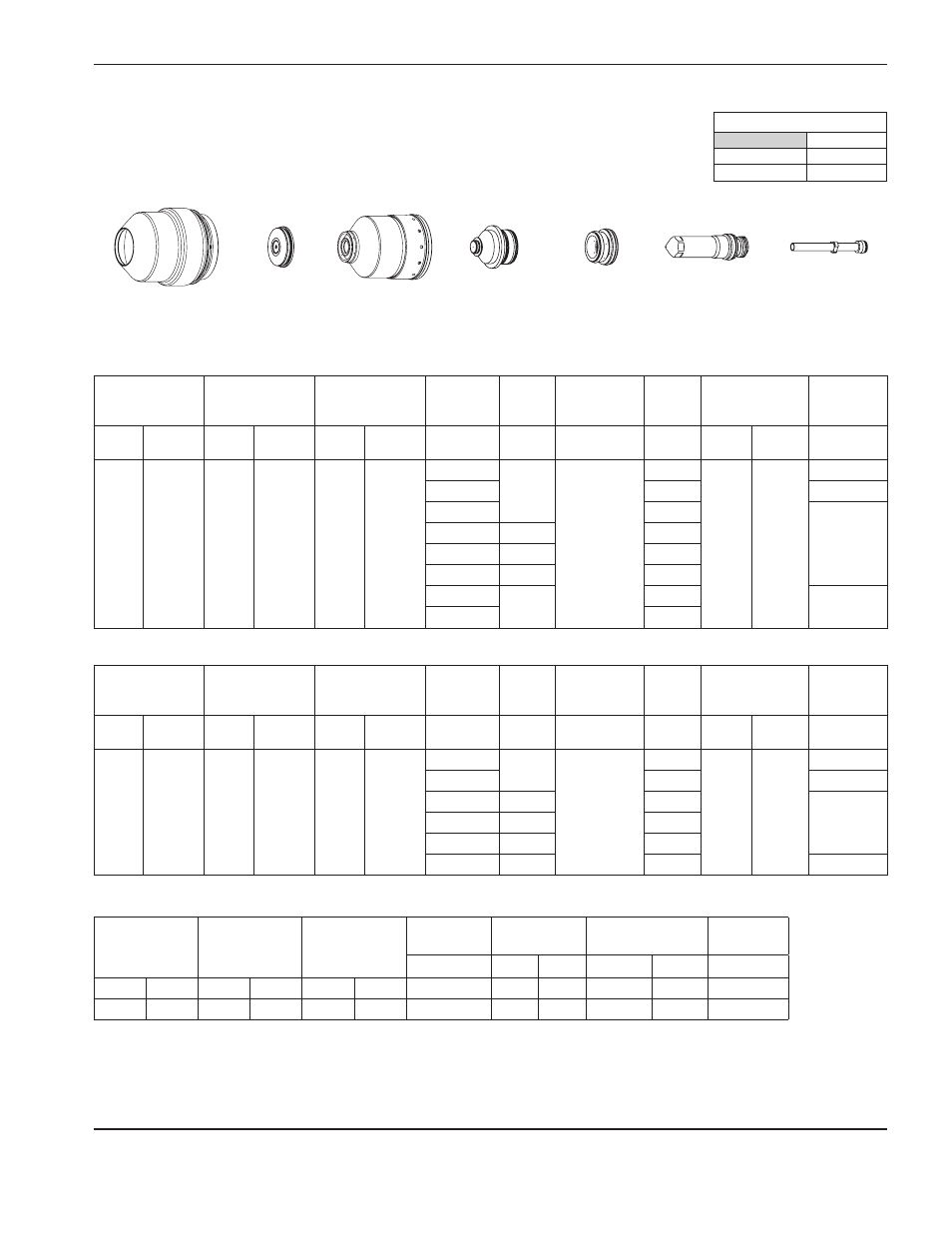
Acero inoxidable
Plasma N
2
/ protección N
2
45 A
Nota: Este proceso da un borde de corte más oscuro que el de acero inoxidable con F5/N
2
a 45 A.
Métrico
Marcado
Rango de flujo – l/min/scfh
N
2
Preflujo
24 / 51
Flujo de corte
75 / 159
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcado
Voltaje
del arco
A
mm
pulg.
mm/min
pulg/min
voltios
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
85
Ar
N
2
90
10
90
10
12
2,5
0.10
2540
100
65
220202
220747
220308
220755
220180
220201
220340
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Espesor
del material
Voltaje
del arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
mm
voltios
mm
mm/min
mm
Factor %
segundos
N
2
N
2
35
5
62
49
0,8
94
2,5
6380
3,8
150
0,0
1
5880
0,1
1,2
5380
0,2
1,5
95
4630
2
97
3935
2,5
101
3270
3
103
2550
0,3
4
1580
Anglosajón
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Espesor
del material
Voltaje
del arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
pulg.
voltios
pulg.
pulg/min
pulg.
Factor %
segundos
N
2
N
2
35
5
62
49
0.036
94
0.10
240
0.15
150
0.0
0.048
210
0.1
0.060
95
180
0.2
0.075
97
160
0.105
101
120
0.135
103
75
0.3