Aluminio, Plasma n, Protección aire 400 a – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 174: Métrico, Anglosajón, Marcado
Operación
4-76
HPR400XD Auto Gas –
806163 Revisión 3
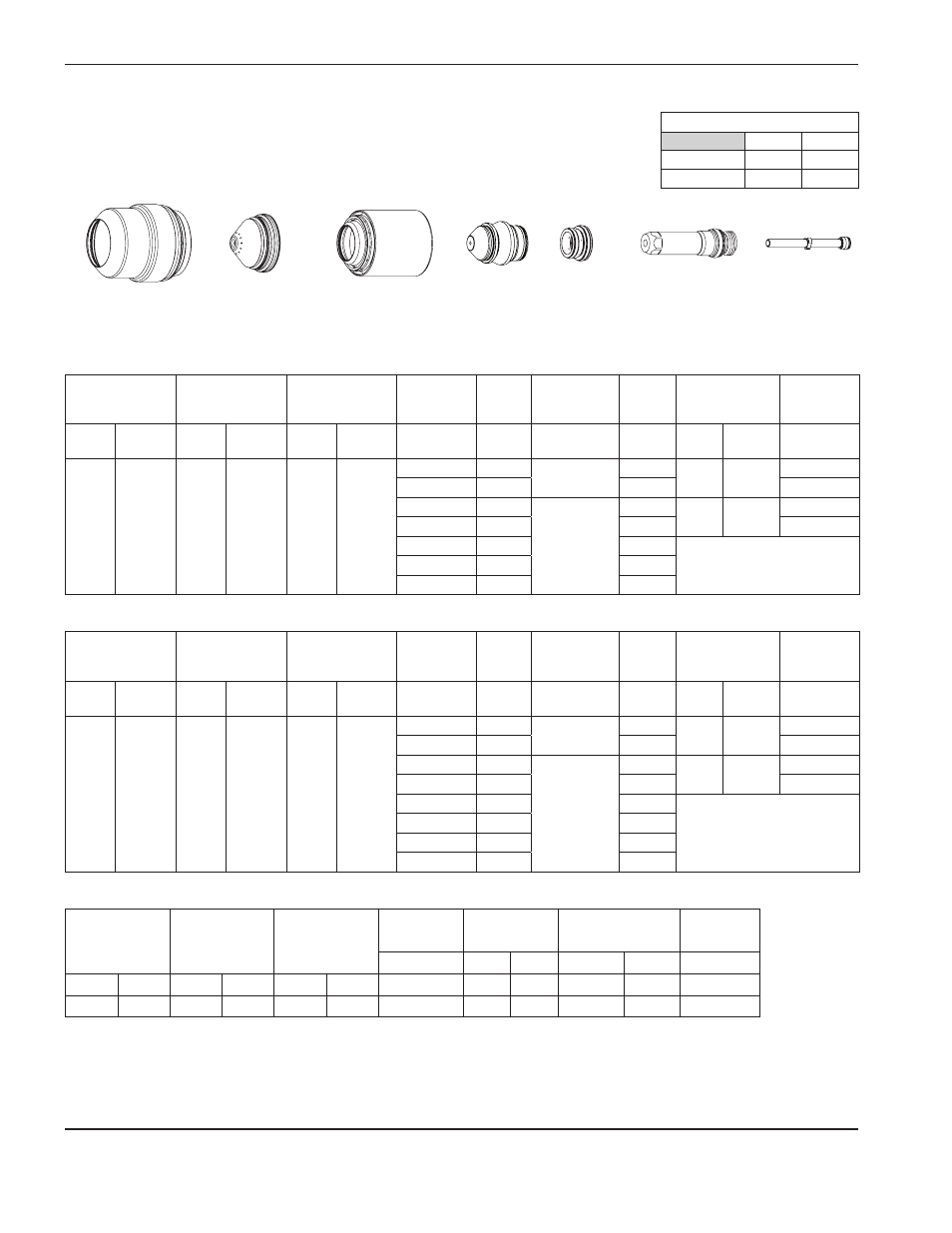
220707
220637
220709
220712
220405
220708
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcado
Voltaje
del arco
A
mm
pulg.
mm/min
pulg/min
voltios
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
94
Ar
N
2
30
10
30
10
24
3,0
0.12
2540
100
50
220571
Aluminio
Plasma N
2
/ protección aire
400 A
Rango de flujo – l/min/scfh
N
2
Aire
Preflujo
42 / 90 146 / 310
Flujo de corte 68 / 144 103 / 219
Métrico
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Espesor
del material
Voltaje
del arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
mm
voltios
mm
mm/min
mm
Factor %
segundos
N
2
Aire
30
50
70
31
12
155
3,8
4480
12,5
330
0,4
15
159
3770
0,5
20
163
4,1
2740
18,0
440
0,6
25
169
1850
0,7
30
175
1410
Arranque desde el borde
40
188
810
50
206
410
Anglosajón
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Espesor
del material
Voltaje
del arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
pulg.
voltios
pulg.
pulg/min pulg. Factor %
segundos
N
2
Aire
30
50
70
31
1/2
155
0.15
170
0.5
330
0.4
5/8
159
140
0.5
3/4
163
0.16
115
0.7
440
0.6
1
169
70
0.7
1-1/4
177
50
Arranque desde el borde
1-1/2
178
35
1-3/4
198
25
2
206
16
Marcado